 英語
英語 中文简体
中文简体装飾紙グラビア印刷機: 購入者およびオペレーター向けの完全なガイド
家具、床材、キャビネット、壁パネル、ラミネート製品に使用される印刷表面素材である装飾紙には、一定レベルのパターンの一貫性、色精度、生産スループットが求められますが、これを工業規模で確実に実現できる印刷技術はグラビア印刷だけです。装飾紙グラビア印刷機は、装飾表面産業の中心に位置する高度に専門化された資本設備であり、毎年数十億平方メートルのラミネート製品に現れる木目、石材、織物、抽象的なパターンを生産します。このガイドでは、バイヤー、工場管理者、または生産エンジニアがこれらの機械について理解する必要があるすべてのこと、つまり機械がどのように機能するか、主要な仕様の意味、サプライヤーを評価する方法、および装飾紙の厳しい品質要求を満たすのに苦労している機械と高性能装置を区別するものを網羅しています。
なぜグラビア印刷が化粧紙生産の主流となっているのか
装飾紙には特定の印刷要件があり、ほとんどの競合する印刷技術が実際の考慮から除外されます。パターンは、ロールごとに微細な一貫性を保って再現する必要があります。キッチンキャビネットの隣接するパネルで使用される 2 つのロール間で 0.1 mm ずれている木目の繰り返しは、不一致の欠陥としてすぐに目立ちます。装飾紙は、パネル、エッジ、およびそれに適合する要素が異なる生産バッチから生産される大規模な製品システムのコンポーネントであるため、数週間または数ヶ月の間隔で生産を行っても色が同じである必要があります。また、スループットは、関連する特殊な紙基材、シリンダー彫刻、インク システムのコストに見合った十分な高さでなければなりません。
輪転グラビア印刷 — で使用される技術 装飾紙グラビア印刷機 — は、基本的なプロセスを通じてこれらすべての要件を満たします。インクは、クロムメッキされた銅シリンダーに直接彫刻された微細なセルに保持され、余分なインクはドクターブレードによってシリンダー表面から拭き取られ、セル内に残ったインクは圧搾ローラーからの圧力で紙基材に転写されます。彫刻されたセルは永続的であり、各印象に変化することはありません。そのため、パターンの形状は機械的にシリンダーに固定されます。これにより、同等の生産速度では他の印刷プロセスでは実現できないパターン間の位置合わせと繰り返し精度が実現します。
比較すると、フレキソ印刷では、温度や圧力の変化によって寸法が変化するゴムまたはフォトポリマーの版が使用されるため、幾何学的精度が低くなります。インクジェットおよびデジタル印刷技術は柔軟性を提供しますが、現時点では、グラビアの表面被覆密度、耐摩耗性インクの塗布、毎分 200 メートルを超える生産速度の組み合わせに匹敵することはできません。装飾紙の大量生産において、グラビア印刷は単に好ましい技術というだけではなく、商業規模でのアプリケーションの複合的な需要を満たす唯一の技術です。
グラビアグラビア印刷機のしくみ
装飾紙用輪転グラビア印刷機の動作原理を理解するには、巻き戻しから巻き戻しまでの機械の各段階で紙とインクを追跡する必要があります。このプロセスは連続的です。紙基材は、切れ目のないウェブとしてフィード ロールから各印刷ステーションおよびすべての印刷後処理システムを通過してから、完成した出力ロールに巻き取られます。
ウェブ送りおよび張力制御システム
紙基材(通常、用途に応じて坪量が 50 ~ 130 g/m2 のアルファセルロース装飾原紙)は、機械の入口にある巻き戻しスタンドに大径ロールとして装填されます。プロ仕様の装飾紙グラビア印刷機は、フライング スプライスまたはバット スプライス システムを使用しており、機械を停止することなく、消耗したロールを新しいロールと交換することができ、長時間にわたる連続生産を維持できます。機械全体の張力制御はダンサー ローラーとロード セル フィードバック システムによって管理され、速度の変化、ロール直径の減少、または素材の特性の変化に関係なく、すべての印刷ステーションにわたってウェブの張力を一定に維持します。一貫したウェブ張力は見当精度にとって重要です。ばらつきによりウェブが不均一に伸び、シリンダーの繰り返しに対して印刷位置がずれます。
印刷ステーション: シリンダー、ドクターブレード、およびインプレッションローラー
装飾パターンの各色には専用の印刷ステーションが必要です。標準的な装飾紙グラビア印刷機には、インラインに配置された 4 ~ 12 個の印刷ステーションがあり、紙ウェブは各ステーションを順番に通過します。各ステーションには、グラビア シリンダー、ドクター ブレード アセンブリ、およびインプレッション ローラーという 3 つの主要コンポーネントが含まれています。
グラビアシリンダーはプロセスの中心です。これは、約 100 ~ 150 ミクロンの厚さに銅メッキされたスチール製のベース チューブで、その上に電気機械彫刻ヘッドまたは化学エッチング プロセスによってセル パターンが彫刻されます。彫刻後、銅の表面は約 900 ~ 1000 ビッカースの硬度にクロムメッキされ、ドクター ブレードやインクとの接触による磨耗に耐えます。セルには特定の量のインクが保持されます。セルの深さと開口部の直径がインクの密度と適用範囲を制御します。装飾紙用途の場合、シリンダーの円周は通常、パターンの繰り返しの長さに応じて 600 mm から 1200 mm の範囲になります。
ドクター ブレードは薄いスチールまたはポリマーのブレードで、制御された圧力下で回転シリンダー表面に押し付けられ、セル間のランド領域からインクを拭き取り、セル自体にインクを残します。ドクターブレードの角度、接触圧力、材質、振動速度はすべて、印刷品質とシリンダーの寿命に影響します。インプレッション ローラー (シリンダーの反対側に配置されたゴムで覆われたスチール ローラー) は、制御された力で紙ウェブをインクを塗布したシリンダー表面に押し付け、インクをセルから紙に転写します。印圧はインクの転写効率を決定し、さまざまな紙の吸収性とインクの粘度に合わせて調整されます。
インクの供給と粘度の制御
インクは、リザーバからグラビア シリンダーの下のインク トレイを介してインクをポンプで送り出す閉ループ循環システムによって印刷ステーションに送られます。シリンダーはインク トレイ内で回転し、ドクター ブレードのワイプ サイクルの前に彫刻されたセルをインクで満たします。シリンダー表面から拭き取られたインクは戻りチャネルを介してリザーバーに戻り、継続的な循環を維持することでトレイ内でのインクの乾燥を防ぎ、インクの特性を一定に保ちます。自動粘度制御システムは、通常、自動溶媒投与による流出カップ測定に基づいており、生産稼働全体を通じてインク粘度を目標値の ±0.5 秒以内に維持します。粘度ドリフトはグラビア印刷における色ずれの主な原因の 1 つですが、自動制御によりオペレーターによる手動測定と調整の負担が軽減されます。
印刷ステーション間の乾燥システム
各印刷ステーション間で、印刷されたウェブは乾燥トンネルを通過し、そこでインクの溶媒または水が蒸発してから次の色が適用されます。ステーション間の完全な乾燥は、カラーオーバーカラーレジストレーションの精度にとって不可欠です。最初のステーションから 2 番目のシリンダーに戻る湿ったインク (バックトラッピングと呼ばれます) は、カラー汚染とシリンダー汚染を引き起こし、印刷品質を急速に低下させます。装飾紙用のグラビア印刷機では、温度制御されたエアジェットがウェブの両面に向けられる熱風衝突乾燥システムが使用されています。溶剤ベースのインクの乾燥機温度は通常 60°C ~ 120°C の範囲です。水性インク システムでは、同等の蒸発速度を達成するために、より高い温度または赤外線の補充が必要です。乾燥トンネルから抽出された溶剤蒸気は、ほとんどの管轄区域で環境コンプライアンスに必要な溶剤回収システムまたは熱酸化システムによって収集されます。
化粧紙用グラビア印刷機を購入する際に評価すべき主な仕様
装飾紙グラビア印刷機は、特定の生産要件に対する機械の機能、容量、適合性を定義するさまざまなパラメーターにわたって指定されています。以下の仕様は、機器のオプションを評価する際に商業的および技術的に最も重要です。
| 仕様 | 代表的な範囲 | 生産にとってそれが何を意味するか |
| 印刷幅 | 1000~2200mm | ロール紙の最大幅とパスごとの生産スループットを決定します |
| 最大生産速度 | 80~300m/分 | 出力容量の上限を設定します。実際の速度はインクと素材によって異なります |
| 印刷ステーションの数 | 4~12色 | パターンの複雑さを制限します。ステーションの数が増えると、より豊かなデザインが可能になります |
| シリンダーの繰り返しの長さ | 400~1500mm | 木材/石材デザインの非反復パターンの最大長を決定します。 |
| レジストレーション精度 | ±0.1~0.3mm | 色間の位置合わせの精度。細かいディテールのパターンに重要 |
| インクシステムの互換性 | 溶剤・水性・UV | インクのオプション、VOC 準拠、乾燥システムのタイプを決定します。 |
| 基材坪量範囲 | 40~180g/㎡ | ウェブの処理に問題なく機械が処理できる用紙の重量の範囲 |
| 巻き出し/巻き取りロール直径 | 800~1500mm | ロールの大型化によりスプライス頻度が減少し、生産効率が向上します。 |
印刷幅: 機械の能力を市場要件に適合させる
印刷幅は、機械を通過するウェブの 1 メートルあたりにどのくらいの完成紙が生産されるかを決定するため、生産出力に最も影響を与える唯一の仕様です。幅 1600 mm の印刷機を 150 m/分で稼働させ、スリットする前に 1 時間あたり 1440 m2 の印刷用紙を生産します。幅 1000mm で同じ運転を行った場合、1 時間あたりの生産量はわずか 900 m² に過ぎず、同じ機械速度からの生産量は 37% 減少します。家具や床パネルの製造を目的としたほとんどの装飾紙グラビア印刷機は、装飾紙メーカーが供給する基材ロールの標準幅に一致する 1250 mm ~ 1800 mm の印刷幅で動作します。幅の広い機械はより多くの生産量を生成しますが、それに比例してより重くて高価なシリンダー、ドクターブレード、およびインプレッションローラーが必要となり、生産施設に大きなインフラストラクチャ要件が課せられます。
レジストレーションシステムとカラーアライメント精度
見当合わせ精度 (各色を他の色と相対的に配置する精度) は、おそらく装飾紙グラビア印刷機において最も品質が重要な仕様です。最新のプロ用マシンは、各カラー ステーションの印刷位置をリアルタイムで監視し、サーボ駆動の補正アクチュエータを通じてシリンダ位相位置を微調整するカメラベースのレジストレーション マーク検出システムを使用して閉ループ レジスタ制御を実現します。これらのシステムは、0.05 mm 以下の位置合わせエラーを検出して修正し、速度変化、温度変化、ロール交換の際にも位置合わせを維持できます。オープンループ登録システムを使用するエントリーレベルまたは古いマシンは、オペレーターの手動調整に依存しており、特に速度変更後の慣らし運転期間中やウェブダイナミクスがより複雑になる高い生産速度で同じ位置合わせ精度を維持することができません。
化粧紙用グラビアシリンダー 彫刻・仕様・管理
装飾紙グラビア印刷において、シリンダーは機械自体の外で最も重要な経常コストと品質変動要素です。シリンダーの仕様、彫刻方法、ライフサイクル管理を理解することは、生産の経済性を管理し、印刷品質を維持するために不可欠です。
彫刻方法とその印刷文字への影響
装飾紙グラビアシリンダーには 2 つの主要な彫刻方法が使用されます。電気機械彫刻 (EME) では、電磁アクチュエーターによって駆動されるダイヤモンド先端のスタイラスを使用して、1 秒あたり最大 8,000 セルの速度で銅の表面に個々のセルを切り込みます。スタイラスの深さと幅を変化させて、異なる体積のセルを生成し、パターン全体で色調のグラデーションを可能にします。 EME 彫刻は、一貫した形状を備えた非常に正確なセル形状を生成するため、リアルな木の細孔構造、石の表面の木目、細かい織物の織りなど、細かい質感のディテールが必要な高解像度の装飾パターンの標準となっています。
レーザー彫刻、特に銅表面のレーザーアブレーションは、装飾紙シリンダーの製造において普及しつつある代替手段です。レーザー彫刻により、アンダーカットセルや単一シリンダー内のさまざまなセル形状など、より複雑なセル形状が可能となり、EME では再現できないインク放出特性が可能になります。レーザー彫刻されたシリンダーは、木や石の表面の自然な微細質感をより忠実に模倣した印刷効果を実現でき、これは高級装飾紙用途にとって商業的に重要です。レーザー彫刻装置の資本コストは EME よりも高くなりますが、シリンダーあたりのランニングコストは低く、幾何学的な柔軟性が高いため、設計の差別化上の利点が得られます。
セルボリュームとスクリーン罫線
セルの体積は、1 平方インチあたり 10 億立方ミクロン (BCM) または平方メートルあたりの立方センチメートル (cm3/m2) で測定され、印刷面の単位面積あたりに堆積されるインクの量を決定します。装飾紙グラビア印刷の場合、通常、セル容積は出版物や包装用グラビア印刷よりも大きくなります。これは、装飾紙には白いベース紙を完全に覆い、その後の含浸やラミネートへのプレスなどの表面処理プロセスに耐える高密度で不透明なインク膜が必要であるためです。装飾的な型紙のフルトーン領域では通常、25 ~ 45 BCM の体積のセルが使用されますが、ハイライト領域とテクスチャ領域では 8 ~ 18 BCM の浅いセルが使用されます。スクリーン線数 (直線インチまたはセンチメートルあたりのセルの数) は、再現できる細部の細かさに影響します。装飾紙シリンダーは通常、1 センチメートルあたり 70 ~ 120 線のスクリーン線数を使用し、高解像度の木目調や石模様の再現にはより細かい線数が使用されます。
シリンダーのライフサイクルと再調整
装飾紙製造用のグラビアシリンダーは多額の投資を意味します。通常、サイズ、彫刻の複雑さ、シリンダーが所有されているかシリンダーサプライヤーサービスを通じてレンタルされているかによって、シリンダーあたり 3,000 ユーロから 15,000 ユーロかかります。彫刻された銅を保護するクロム表面は、ドクターブレードの接触により徐々に摩耗します。摩耗速度はドクターブレードの材質、接触圧力、インクの磨耗性、生産速度によって異なります。最新の装飾紙グラビア印刷機の適切に管理されたシリンダーは、通常、クロムの磨耗により印刷品質が許容できないレベルに低下する前に、50,000 ~ 150,000 直線メートルの印刷を達成します。この時点で、シリンダーからクロムと銅の層が剥がされ、再銅メッキ、再彫刻、再クロムメッキが行われます。この再調整サイクルは、同じ鋼製ベースチューブに対して複数回繰り返すことができ、シリンダー資産の実効寿命コストを大幅に削減します。
化粧紙グラビア印刷用インクシステム
装飾紙グラビア印刷機で使用されるインク システムは、印刷品質、色域、乾燥性能、環境コンプライアンス、および後続の処理ステップでの完成した印刷用紙の適合性に影響を与える重要なプロセス変数です。装飾紙グラビアの製造では、3 つの主要なインク システム タイプが使用されます。
溶剤系グラビアインキ
溶剤ベースのインクは、高い機械速度での乾燥速度の速さ、処理された紙表面への優れた接着性、高い色濃度、およびその後の装飾紙が受ける高温高圧のラミネートプロセスに対する強い耐性により、歴史的に装飾紙のグラビア印刷で主流を占めてきました。溶媒キャリア (通常はトルエン、酢酸エチル、メチルエチルケトン、またはそれらの混合物) は乾燥トンネル内で急速に蒸発するため、複数のカラー ステーションでも 200 m/分の印刷速度が可能です。主な欠点は、揮発性有機化合物 (VOC) の排出による環境および労働衛生への影響であり、これには溶剤回収システム (凝縮ベースまたは活性炭吸着) と、ますます厳しくなる大気質規制への準拠が必要です。溶剤グラビア印刷機を運用している老舗の装飾紙メーカーのほとんどは、排出された溶剤の 90 ~ 95% を再利用する統合溶剤回収システムに投資しており、環境への影響と溶剤コストの両方を大幅に削減しています。
水性グラビアインキ
水性グラビアインキは溶剤系の VOC 放出問題を解決し、環境規制の強化に直面している装飾紙メーカーや、最終製品の室内空気品質要件が厳格な市場をターゲットとする装飾紙メーカーによって指定されることが増えています。装飾紙グラビア用の水性インクは、過去 10 年間で色の濃度、接着力、乾燥速度が大幅に向上しましたが、溶剤系に比べて技術的な課題がまだあります。水の蒸発エンタルピーは有機溶媒の蒸発エンタルピーよりも大幅に高いため、同等の乾燥性能を達成するには、より遅い生産速度、より長い乾燥トンネル、より高い乾燥機温度、または赤外線の補充のいずれかが必要です。また、水性インクは表面張力が高いため、グラビアセルからのインクの剥離に影響を及ぼし、セルの形状や印圧設定の調整が必要になる場合があります。水性インク操作用に指定されたグラビア印刷機は、強化された乾燥システムと、水性媒体に適した改良されたインク循環コンポーネントを備えています。
UV硬化型グラビアインキ
UV 硬化型インクは、溶媒の蒸発ではなく、紫外線ランプ下での光化学架橋によって硬化され、本質的に VOC 排出がゼロで、ほぼ瞬時に硬化します。硬化フィルムでは優れた耐摩擦性と耐薬品性を備えているため、ラミネート加工や最終用途で直接機械的接触にさらされる装飾紙にとって有利です。ただし、グラビア用の UV インキは溶剤系や水性系に比べてかなり高価であり、UV 硬化インキフィルムには異なる柔軟性特性があり、印刷された紙が含浸やプレス中に受ける変形を考慮して評価する必要があります。装飾紙用の UV グラビア システムは、特に高級用途や特殊用途で成長している分野ですが、主流の大量生産ではまだ溶剤システムに取って代わる主要な技術になっていません。
グラビア加飾印刷機の印刷後システム
印刷プロセス自体は、最新の装飾紙グラビア印刷機の機能の一部にすぎません。ほとんどの装飾紙製品では、インライン印刷後処理システムが印刷機に統合されており、印刷直後および最終巻き取り前に機能性コーティングまたは表面処理が施されます。
インラインコーティングユニット
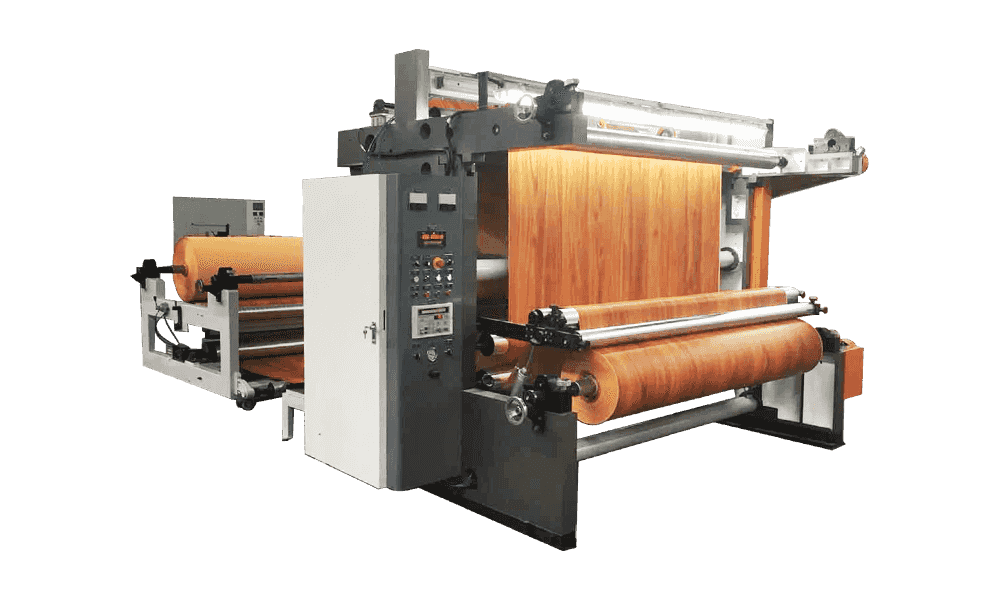
家具や床材用途の装飾紙グラビア印刷機の多くは、最終印刷ステーションの後に 1 つ以上のインライン コーティング ステーションを備えています。これらは、ウェブ内で印刷された紙にプライマー、ベースコート、または表面処理層を塗布するため、オフラインでの個別のコーティング作業が不要になります。装飾紙の一般的なインライン コーティングには、ロールの取り扱いや輸送中に印刷されたインク膜を保護する防汚保護コーティング、後続の含浸プロセスで樹脂をより安定して取り込むために紙の表面を前処理する含浸プライマー、特定の最終用途要件に適用される機能性バリア コーティングが含まれます。インラインコーティングユニットは通常、彫刻シリンダーではなく平滑シリンダーまたはアニロックスシリンダーを使用するグラビアコーティングステーションであり、紙の全幅にわたって制御されたコート重量でコーティングを塗布します。
ウェブ検査システム
高解像度ラインスキャンカメラと画像処理ソフトウェアを使用したインラインウェブ検査システムは、最新の装飾紙グラビア印刷機に標準装備されています。これらのシステムは、最大生産速度で印刷ウェブ表面の 100% をスキャンし、ライブ印刷イメージを保存された基準と比較し、レジストレーション エラー、カラー ストリーク、ドクター ブレード ライン、シリンダーの損傷マーク、基板の欠陥などの欠陥にリアルタイムでフラグを立てます。欠陥位置はウェブ座標とともに記録されるため、オペレーターは巻き戻し検査または下流処理中にフラグが立てられた領域を見つけて評価できます。検査システムの感度は、生産される製品の欠陥許容基準に合わせて調整できます。高価値の床材の用途には、通常、低グレードの家具紙よりも厳しい欠陥基準が必要です。
グラビア印刷機でよくある製造上の問題とその対処方法
装飾紙グラビア印刷に最も一般的に影響を与える欠陥を理解することは、オペレータが問題を迅速に診断して適切な修正措置を実行し、無駄とダウンタイムを最小限に抑えるのに役立ちます。
- ドクターブレードの筋(刃の線): ドクターブレードとシリンダ表面の間に捕捉された粒子、ブレードの損傷、または不適切なブレード接触角によって引き起こされる、機械方向に走る細かい縦縞。修正措置には、ブレードの振動振幅を大きくすること、ブレードの接触圧力と角度をチェックすること、インク濾過の汚染を検査すること、粒子を捕捉する孔食や粗さについてシリンダーのクロム表面をチェックすることが含まれます。
- 色間の位置ずれ: 色間の位置合わせエラーは、ハロー、色のにじみ、またはパターンのエッジのぼやけとして表示されます。見当制御システムのエラー、ウェブ張力の不安定性、シリンダーの熱膨張、または素材の伸びの変動が原因で発生します。レジスターカメラのターゲットが清潔で明るいことを確認し、機械全体のウェブ張力の一貫性を確認し、熱安定化のために適切なウォームアップ時間を確保し、ロール間で基材の水分含有量が一貫していることを確認することで対処します。
- インクミストとスプレー: 微細なインク滴が意図した印刷領域の外側に付着し、生産速度が高い場合に最も顕著になります。インクの粘度が低すぎる、印圧が高すぎる、またはインクの表面張力が低すぎることが原因です。是正措置には、インク粘度を仕様に合わせて確認して調整すること、適切な転写に必要な最小限まで印圧を下げること、複数のシリンダーを交換しても問題が解決しない場合はインク供給業者とインク配合を見直すことが含まれます。
- スキップされたセル (スノーフレーキング): インクが個々のセルから基材に転写できないために発生するベタ印刷領域のランダムな光点。通常は、紙の表面の粗さや空隙率の低さがセルインクとの接触を妨げていること、インクの粘度が高すぎること、印圧が低すぎること、または乾燥したインクによるセルの汚染が原因で発生します。印圧設定を確認し、インク粘度が仕様範囲内であることを確認し、素材の表面エネルギー値を確認し、インク残留物の蓄積が疑われる場合はシリンダーのクリーニングのスケジュールを設定することで対処します。
- ロール内の色のばらつき (色ずれ): 製造工程全体にわたる色の濃度または色相の段階的な変化。最も一般的には、溶媒がインク トレイから蒸発する際のインク粘度のドリフト、またはインクのレオロジーに影響を与える温度変化によって引き起こされます。自動粘度制御システムが正しく機能していることを確認し、インク トレイの温度が安定していることを確認し、インクの循環速度を見直して、新しいインクが消費量に対して適切な速度でトレイに到達していることを確認します。
- ウェブブレイク: 印刷中に紙基材が破れ、生産停止や材料の無駄が発生します。スプライス障害による張力スパイク、壊れやすいグレードの紙に対する過剰な印圧、素材ロールの紙欠陥、またはウェブのずれや折り目を引き起こす静電気の蓄積が原因で発生します。各ロール接合部が印刷機に入る前にスプライスの品質を確認し、軽量紙グレードの印圧設定を確認し、重要なウェブ経路の位置に静電気除去バーを実装し、用紙サプライヤーからの基材の品質認証を確認します。
化粧紙グラビア印刷機のサプライヤーの評価
装飾紙グラビア印刷機は数百万ドルの設備投資が必要で、その耐用年数は数十年単位です。サプライヤーの評価には相応の注意が必要です。機械の品質、商業条件、販売後のサポート体制はすべて、総所有コストと投資の運用上の成功に大きく影響します。
- 特に装飾紙でのインスタレーションを参照してください: グラビア印刷機の技術は、包装紙、出版物、装飾紙の用途で共有されていますが、装飾紙の設置において文書化された経験を持つサプライヤーは、この用途の特定の要件、つまり広い印刷幅、大量のインク システム、インライン コーティングの統合、装飾面業界の品質基準を理解しています。サプライヤーに依頼する前に、装飾紙の設置を操作するためのリファレンスをリクエストし、現場訪問を手配してください。
- 受け入れテストプロトコルと保証された性能仕様: 装飾紙グラビア印刷機の購入契約では、受入れテスト条件(生産速度、色数、紙のグレード、インクシステム)と、見当精度、色の均一性、乾燥機の効率、受入れ作業中に測定した欠陥率の定量的な性能保証を指定する必要があります。契約書のパフォーマンスに関する曖昧な説明では、インストール後にマシンのパフォーマンスが低下した場合に対処の余地がありません。
- スペアパーツの入手可能性と現地サービス範囲: グラビア印刷機が稼働を停止して、交換用のインプレッション ローラー ベアリングや制御ボード コンポーネントを待っている場合、より安価な機械やスペアパーツのインフラストラクチャが不十分なサプライヤーを選択して得られる節約よりも、生産損失による 1 日あたりのコストがはるかに高くなります。重要なスペアパーツが供給地域内に在庫されていること、サプライヤーが重大な故障に対して 24 ~ 48 時間以内に施設に到着できる訓練を受けたサービス エンジニアを抱えていること、サプライヤーのビジネスの安定性が 10 年以上のサービス関係を支えていることを確認してください。
- デジタル統合とインダストリー 4.0 への対応: 最新の装飾紙グラビア印刷機は、生産スケジュール、品質データ収集、予知保全のために工場レベルの MES (製造実行システム) と連携することが増えています。機械の制御アーキテクチャが OPC-UA または同等のオープン通信プロトコルをサポートしていること、生産データに標準形式でアクセスできること、サプライヤーが機械の耐用年数にわたるソフトウェアの更新とデジタル機能の拡張に関するロードマップを持っていることを確認します。
- 環境システムのコンプライアンスと認証: 溶剤ベースのグラビア設備には、地域の環境許可に準拠する統合された溶剤回収システムまたは熱酸化システムが必要です。サプライヤーが機械パッケージの一部として完全な環境システムを提供できること、または統合パートナーを確立していること、システムが最大生産速度での印刷機の溶剤排出速度に合わせて適切なサイズであること、およびサプライヤーが貴社の事業管轄区域での許可プロセス要件の経験があることを確認してください。

おすすめ商品
世界各地の開発ニーズに応える多彩なモデル。


今すぐメッセージを送ってください!
製品
お問い合わせ
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: 浙江省杭州市臨安区金城街青科村五家頭32号
Copyright © 浙江美格機械有限公司 All rights reserved.
 プライバシー
プライバシー