 英語
英語 中文简体
中文简体木質パネル仕上げ材用グラビア印刷機: 完全な技術および購入ガイド
木質パネル仕上げ材用グラビア印刷機とは?
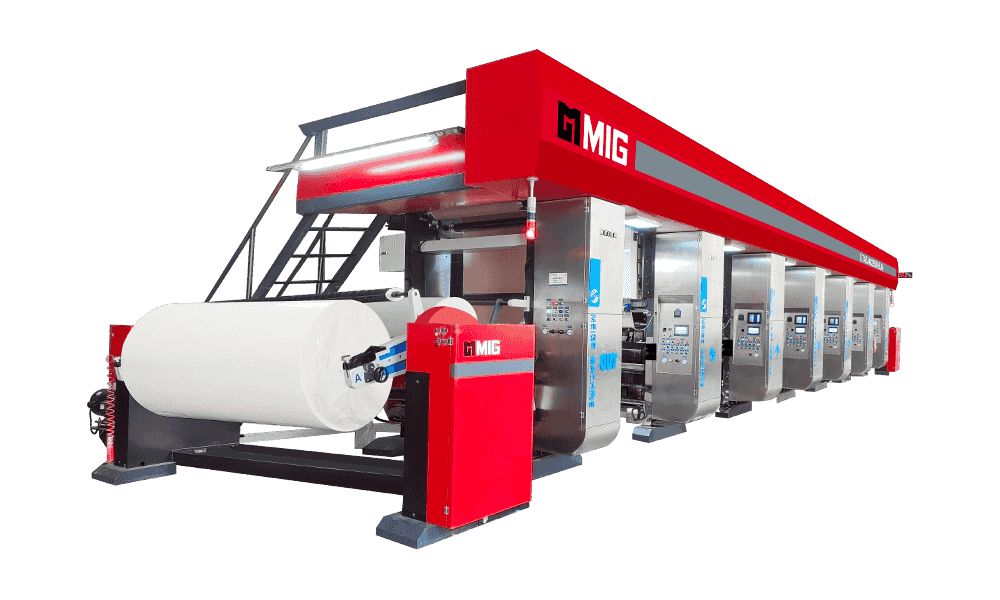
木質パネル仕上げ材用のグラビア印刷機は、高解像度の装飾パターン (木目、石のテクスチャ、抽象的な幾何学模様、単色) を紙、フィルム、または箔の基材に転写するように設計された特殊な工業用印刷機で、その後、MDF、パーティクルボード、合板、HPL (高圧ラミネート) などのパネルの表面仕上げに使用されます。パッケージングや出版分野のグラビア印刷とは異なり、この装置は家具、床材、室内装飾業界の需要に合わせて特別に設計されており、見当精度、色の深さ、繰り返しの長さの一貫性が消費者レベルでの完成したパネルの視覚的な品質に直接結びついています。
これらの機械で処理される基材 (通常は装飾ベース紙、含浸紙、PVC フィルム、PET フィルム、メラミンコーティング剥離紙) は、ラミネート床板、家具ボード、キッチン キャビネット パネル、壁被覆材、ドア外板の視覚的な表面層になります。グラビア シリンダーは数ミクロンの深さでデザインを彫刻し、通常 1,600 ~ 2,200 mm に達するウェブ幅全体にわたって、最新の機械では 200 メートル/分を超える動作速度で、優れた一貫性でインクを転写します。このスケール、速度、解像度の組み合わせにより、グラビアは世界中の装飾パネル仕上げ材生産における主要な印刷技術となっています。
装飾パネル紙のグラビア印刷プロセスのしくみ
グラビア印刷プロセスの仕組みを理解すると、グラビア印刷プロセスがなぜ木質パネル仕上げ材の製造に非常に適しているのか、そしてなぜグラビア印刷機に課せられる品質要件が非常に厳しいのかを説明するのに役立ちます。
グラビアシリンダーとセルの構造
グラビア印刷機の核となるのは、彫刻されたシリンダーです。装飾紙印刷では、シリンダーは通常、電気機械スタイラスまたはレーザーのいずれかによって彫刻され、何百万もの微細なセルを作成する銅の表面層を備えたスチールコアで作られます。各セルには、セルの深さと面積によって決まる正確な量のインクが保持されます。セルが浅くて小さいと、インクの転写が少なくなり、明るいトーンが生成されます。より深く、より大きなセルはより多くのインクを転写し、より濃い色を生成します。木目パターンの場合、リアルに見せるために非常に微妙な色調の変化が必要となるため、セルの形状を 1 桁のミクロン単位の公差で彫刻する必要があります。彫刻後、銅の表面は、測定可能な摩耗なしに数百万メートルの基板にわたるドクターブレードの摩耗に耐えることができる硬度までクロムメッキされます。
インキ転写、ドクターブレード、インプレッションローラー
動作中、グラビアシリンダーは部分的にインクトラフに浸かりながら回転し、彫刻されたすべてのセルをインクで満たします。硬化鋼または複合材のドクターブレードを正確な角度と接触圧力で保持し、シリンダー表面をきれいに拭き取り、彫刻されたセル内にのみインクを残します。基材ウェブがグラビアシリンダーとゴムで覆われたインプレッションローラーの間のニップポイントを通過すると、インプレッションローラーは基材をシリンダー表面にしっかりと押し付け、毛細管現象と圧力によってインクがセルから引き出され、基材に転写されます。インプレッションローラーの圧力、デュロメーター(ゴム硬度)、および表面状態は、ウェブ幅全体にわたるインク転写の均一性に直接影響を与える重要な変数です。
多色印刷と見当制御
リアルな木目や石のテクスチャのデザインには、通常 4 ~ 8 つのカラー ステーションが必要で、それぞれが異なるインク層を印刷して、色分解を通じて最終デザインを構築します。ウェブは各印刷ステーションを順番に通過し、パターンを非現実的に見せる色のハローやぼやけを避けるために、ステーション間の位置合わせ(各カラー層が前のカラー層とどれだけ正確に位置合わせされるか)を ±0.1 mm 以下に維持する必要があります。装飾紙用の最新のグラビア印刷機は、閉ループ見当制御システムを使用しており、カメラセンサーで印刷マークを継続的に監視し、基材の伸びと熱膨張を補正するためにウェブ張力とシリンダー位相をリアルタイムで微調整します。
主要な機械コンポーネントとその機能
木質パネル仕上げ紙用のグラビア印刷機は、相互依存するサブシステムからなる複雑なシステムです。完成したマシンのパフォーマンスは、チェーン内の最も弱いコンポーネントと同じくらい優れています。以下に、主要な機能システムの内訳と、それぞれが印刷品質と生産効率にどのような影響を与えるかを示します。
| コンポーネント | 機能 | 重要なパフォーマンスパラメータ |
| アンワインド/スプライサー | 基材ウェブをロールから供給します。ノンストップのロール交換が可能 | スプライスの品質、巻き戻し時の張力の一貫性 |
| インフィードテンションシステム | 印刷ステーションに入る安定したウェブ張力を確立および維持します | 張力の均一性、ダンサーローラーの応答速度 |
| プリント ステーション (カラーごと) | グラビアシリンダー、ドクターブレード、インプレッションローラーを介して 1 つのインキ層を転写します | 印圧均一性、ドクターブレード接触角、インク粘度制御 |
| 乾燥・硬化装置 | プリントステーション間およびプリントステーション後に溶剤を蒸発させたり、UV インクを硬化させたりします。 | 温度プロファイルの一貫性、空気流の均一性、溶媒回収効率 |
| レジスタ制御システム | 色間の位置合わせをリアルタイムで監視および修正します | カメラ解像度、補正応答時間、見当許容誤差 |
| インク循環システム | インクの粘度、温度を維持し、各プリントステーションへの供給を維持します。 | 粘度安定性(±1秒 DIN4)、温度制御(±1℃) |
| ウェブガイドシステム | 印刷ステーション内でウェブの横方向の位置を維持します | 横方向修正精度(±0.5mm以上) |
| 巻き戻し/スリッター | 完成した印刷済みウェブを出力ロールに巻き取ります。幅に応じたスリットが含まれる場合があります | ロール硬度の均一性、スリットロールのエッジ品質 |
化粧パネル用グラビア印刷機で印刷される基材の種類
木質パネル仕上げ材用にグラビア印刷機で処理される基材の範囲は、業界外の多くの人々が認識しているよりも広範囲に及びます。各素材の種類には、機械のセットアップ、インクの化学的性質、乾燥要件、張力管理に影響を与える明確な特性があります。
化粧原紙
装飾ベース紙 (装飾紙またはオーバーレイ紙とも呼ばれます) は、この分野で最も広く印刷されている基材です。これは、高い不透明度、制御された多孔性、寸法安定性を備えた特別に製造された紙で、通常は坪量が 60 ~ 130 g/m² の範囲にあります。グラビア印刷後、この紙にメラミンまたは尿素ホルムアルデヒド樹脂を含浸させ、熱と圧力をかけてMDFまたはパーティクルボード基材に押し付けて、完成したパネル表面を作成します。紙は、色の一貫性を確保するために、高い吸収均一性を備えた溶剤ベースのグラビアインクを受け入れる必要があります。ウェブ幅全体にわたる紙の空隙率の変化は、最終的な積層パネルで目に見える印刷濃度の変化に直接変換されます。
PVC装飾フィルム
PVC フィルムは、家具コンポーネント、ドアパネル、プロファイルラッピング用途の仕上げ材として広く使用されています。 PVC フィルムへのグラビア印刷では、時間の経過によるインクの移行を防ぐために、可塑化 PVC 用に特別に配合されたインク システムが必要です。この現象は、PVC 内の可塑剤がインク層に移行し、製品の耐用年数にわたって色ずれや接着力の低下を引き起こす現象です。また、PVC フィルム基材は紙よりも熱に敏感であるため、熱による歪みを避けるために乾燥温度とウェブ速度を注意深く管理する必要があります。
PET・OPPフィルム
ポリエステル (PET) および延伸ポリプロピレン (OPP) フィルムは、PVC や紙と比較して、湿気、摩耗、化学薬品に対する高い耐性が必要とされる高性能仕上げ用途に使用されます。これらのフィルムは表面エネルギーが非常に低いため、インラインまたは印刷前にコロナ処理して、表面エネルギーをインク接着に十分なレベルまで高める必要があります。 PET および OPP へのグラビア印刷には、これらのフィルムの破断伸びが低く、張力スパイクがフィルムの引張強度を超えるとウェブが切れる傾向があるため、正確な張力制御も必要です。
含浸紙と剥離紙
この分野のグラビア印刷機の構成の中には、あらかじめ含浸させた紙(すでに部分的に樹脂が浸透している紙)、または短サイクルのラミネートプロセスで使用されるシリコーン剥離ライナーに印刷するものがあります。これらの基材にはさらなる課題があります。樹脂が繊維の細孔を埋めるため、含浸紙は原紙に比べてインク吸収性が低下し、乾燥プロファイルを変更してインク配合を調整する必要があります。また、剥離ライナーは低エネルギーのシリコーン表面のため特殊なインク接着戦略が必要です。
パネル仕上げ紙のグラビア印刷に使用されるインクシステム
で使用されるインクの化学的性質 木質パネル仕上げ材用グラビア印刷機 色の見え方をはるかに超えた要件を満たす必要があります。インクは完成したパネル製品の永久的な構成要素となり、色ずれ、にじみ、または層間剥離なしに、下流の処理条件 (樹脂含浸、高温ラミネートプレスサイクル、表面摩耗) に耐える必要があります。
溶剤系グラビアインキ
装飾紙グラビア印刷では、溶剤ベースのインクが依然として主要な化学的性質を持っています。揮発性有機溶剤 (通常はトルエン、酢酸エチル、またはアルコールの混合物) をキャリア媒体として使用しますが、これらはプリント ステーション間の乾燥オーブンで急速に蒸発します。溶剤ベースのインクは、乾燥速度が速く(印刷速度が速い)、グラビアセルへの優れた流れ(細部の木目の再現に重要)、紙とフィルムの両方の基材に強力に接着します。主な欠点は、環境規制に準拠するために VOC 排出を捕捉して中和するための溶剤回収システム (熱酸化装置または活性炭吸着ユニット) が必要なことです。
水性グラビアインキ
水性グラビアインキは、溶剤排出制限が厳しい施設や、食品関連用途の紙基材の製造で無溶剤処理が必要な施設で使用されます。水の蒸発熱がはるかに高いため、水性インクは溶剤インクよりも高い乾燥エネルギーを必要とします。これは、所定の印刷速度で同等の乾燥を達成するには、乾燥オーブンをより高温かつ長時間運転する必要があることを意味します。これにより、通常、同等の溶剤ベースの操作と比較して、最大印刷速度が 15 ~ 25% 低下します。化粧紙用の水性グラビア用のインキ配合も、印刷欠陥を防ぐため、慎重な pH 管理と泡制御が必要です。
樹脂の適合性要件
装飾パネル紙グラビア印刷に使用されるインクの重要かつ見落とされがちな要件は、下流で塗布される含浸樹脂との適合性です。印刷された装飾紙にメラミン樹脂を含浸させる場合、色のにじみ、インクの溶解、インクと紙の繊維間の接着力の低下を引き起こすことなく、樹脂が印刷されたインク層に浸透する必要があります。インキメーカーは、含浸およびプレスプロセスを通じて無傷のまま残る樹脂適合性バインダーシステムを使用して、装飾紙グラビアインキを配合します。コンバーターは、完全な生産を開始する前に、下流の含浸ラインで使用される特定の樹脂システムに対して新しいインク配合物を常にテストする必要があります。

さまざまな生産要件に対応する機械構成オプション
木質パネル仕上げ材用のグラビア印刷機は、さまざまな構成形式で利用でき、それぞれがさまざまな生産規模、基材の種類、設計の複雑さレベルに合わせて最適化されています。適切な構成を選択することは、生産の柔軟性とユニットエコノミクスに長期的な影響を与える設備投資の決定です。
インライン多色印刷機
インライン構成では、すべての印刷ステーションが水平方向に配置され、ウェブは単一の連続パスで巻き戻しから各カラー ステーションを通って巻き戻しまで移動します。これは、4 ~ 8 色を実行する大量の装飾紙印刷操作で最も一般的な構成です。インライン印刷機は、ウェブパスが直線的で予測可能なため、最高の生産速度 (最新の機械では最大 250 m/分)、最も厳密な見当制御、および自動カラー管理システムへの最適な適合性を実現します。トレードオフは機械の物理的な設置面積です。装飾紙用の 8 色インライン グラビア印刷機の長さは 40 ~ 60 メートルになるため、印刷工場にかなりの床面積が必要になります。
タワー(スタック)構成プレス
タワー構成のグラビア印刷機は、印刷ステーションを垂直に積み重ねて、多色機能を維持しながら機械の床面積を削減します。これらは、床面積が限られている施設や、頻繁なシリンダー交換が必要な複数の設計の短期生産が生産構成に含まれる施設でよく見られます。垂直ウェブパスでは、インライン構成と比較して、張力制御と見当管理にさらなる課題が生じる可能性がありますが、最新のサーボドライブシステムは、プレミアムグレードのタワー印刷機でこれらの問題にほぼ対処しています。
グラビアラインとコーティングラインの複合化
木質パネル用仕上げ材の多くのメーカーは、グラビア印刷ステーションとインライン コーティング アプリケーターを統合した複合ラインに投資しています。これは通常、印刷操作と同じウェブ パスでベース コート、バリア コート、またはトップ コート ラッカーを塗布するためのものです。この構成により、個別のコーティングパスの必要性がなくなり、取り扱い、乾燥時間、および処理ステップ間の表面汚染のリスクが軽減されます。複合ラインは、装飾プリントに加えて複数の機能性コーティング層が必要な PVC および PET フィルムベースのパネル仕上げ材の製造で特に一般的です。
装飾パネルグラビア印刷における重要な品質パラメータ
グラビア印刷されたパネル仕上げ材に適用される品質基準は、他の多くのグラビア用途の品質基準よりもはるかに厳しいものです。これは、最終的な視覚結果が、ショールームや家庭環境で光を集めて照らされた大きな平らなパネル表面の形で厳しい精査の下で判断されるためです。次の品質パラメータは、制御する上で最も重要です。
- 色の濃度と一貫性: 高級装飾紙グレードの場合、ウェブ幅全体および機械方向に沿ったΔE の色変動は、ΔE ≤ 1.5 (CIE Lab) 以内に維持する必要があります。このしきい値を超える変動は、パネルの面全体に色の縞や陰影の違いとして表示されます。一貫したインク粘度と温度管理が、このパラメータの主な制御です。
- レジスタ精度: マルチカラーの木目模様や石模様の場合、生産工程全体を通じて色間の見当を ±0.1 ~ ±0.2 mm 以内に維持する必要があります。この範囲を超える見当ずれは、パターン要素の周囲に目に見える色のハローを生成し、それは積層パネルの表面上ですぐにわかります。
- パターンの繰り返しの長さの一貫性: グラビアシリンダーの円周によって、デザインの繰り返しの長さが決まります。通常、装飾型紙の場合は 630 mm ~ 1,250 mm です。繰り返しの長さの変動(張力の変動やシリンダーのベアリングの遊びによって引き起こされる)は、床材や壁の外装材の用途におけるパネル間の接合部に不一致を生じさせ、設置された最終製品で非常に目立ちます。
- ドクターブレードの縞模様とドット抜け: ドクターブレードの欠陥 (機械方向に走る細い連続線) は、グラビア印刷の欠陥の中で最も一般的なものの 1 つであり、完全に除去するのが最も困難な欠陥の 1 つです。これらは、刃先とシリンダー表面の間に挟まった粒子や硬化したインクの破片によって発生します。慎重なインク濾過、ブレード材料の選択 (スチール、複合材料、プラスチック)、およびブレードの装填圧力管理が主な制御です。
- インクの乾燥完了度: 印刷されたウェブに残留する溶剤は、印刷ステーション間または印刷ステーション後の不十分な乾燥によって引き起こされ、ブロッキング (巻き戻されたロールの隣接する層がくっつくこと)、バッキング ロールへの色移り、および下流での含浸後のインクの接着不良を引き起こします。残留溶媒レベルは、製造工程全体を通じてインラインまたはオフラインの溶媒テストで監視する必要があります。
- 表面の汚れとヒッキー: 印刷ステーション間の基材ウェブ上に付着した塵粒子、紙繊維、および乾燥したインク粒子により、ヒッキーが発生します。ヒッキーとは、印刷中心が欠けた小さな円形の欠陥であり、周囲には厚いインクの堆積物の輪が囲まれています。印刷環境のクリーンルーム基準、効果的なウェブ洗浄システム、密閉型インクトラフにより、汚染関連の欠陥が最小限に抑えられます。
グラビアシリンダーの準備と木目パターンの彫刻
グラビアシリンダーは、装飾紙グラビア印刷プロセスにおいて最も高価な消耗品であると同時に、最終製品の見た目の品質を最も直接的に決定する単一のコンポーネントでもあります。木質パネル仕上げ材メーカーにとって、シリンダーの品質と管理は、継続的な重要な運用コストと競争上の差別化要因となります。
デザインのデジタル化と色分解
木目調または石調のデザインのグラビア シリンダーの作成は、高解像度のデジタル作成から始まります。天然木のサンプルや石の表面を 600 ~ 1200 dpi の解像度でスキャンするか、制御された照明条件下で撮影して、テクスチャの色調範囲全体をキャプチャします。このデジタル ファイルは、色分解ソフトウェアによって処理されます。このソフトウェアは、デザインを印刷ジョブ用に計画されたインク層の数に分割し、各層を特定のカラー ステーションに割り当て、彫刻機を駆動する彫刻データ ファイル (シリンダーごとに 1 つ) を生成します。この色分解作業の品質は、最終的な印刷パターンがパネル表面にどの程度リアルに表示されるかを直接決定します。
電気機械彫刻とレーザー彫刻
装飾紙グラビアシリンダーには 2 つの彫刻技術が使用されています。電気機械彫刻では、サーボ モーターで駆動されるダイヤモンド スタイラスを使用して、毎秒最大 8,000 セルの周波数で銅のシリンダー表面にセルを物理的に切断し、特徴的なダイヤモンドまたは V 溝の形状を持つセルを生成します。レーザー彫刻では、集束された高出力レーザー ビームを使用してシリンダー表面から材料をアブレーションし、より急な壁とより多様な形状を備えたセルを生成し、複雑な色調勾配をより正確に再現できます。レーザー彫刻シリンダーは、セル形状の柔軟性が高く、色調の解像度がより高いため、最も要求の厳しい装飾紙用途、特に天然木の細孔構造の微細な微細質感を再現する場合に一般的に好まれます。
クロムメッキとシリンダーの寿命管理
彫刻後、銅シリンダーの表面はビッカース硬度 900 ~ 1000 HV までクロムメッキされ、数百万メートルの基板にわたる鋼製ドクターブレードの継続的な摩耗に耐えることができる耐摩耗性の表面が作成されます。再クロム前のシリンダーの寿命は、ドクターブレードの種類、インクの磨耗性、印刷速度に応じて、通常 500 ~ 1500 万メートルの印刷です。寿命が終わると、シリンダーは脱クロムされ、銅の表面が研磨され、次の作業に備えてシリンダーは再電気めっきされ、再彫刻されます。これにより、グラビアシリンダーは耐用年数にわたって数十の生産サイクルにわたって管理される減価償却資産になります。
最新の装飾グラビア紙印刷機におけるオートメーションとインダストリー 4.0 の統合
最新世代の木質パネル仕上げ材用グラビア印刷機には、高度な自動化機能とデータ統合機能が組み込まれており、10 年前の機械と比較しても生産効率、品質の一貫性、トレーサビリティが大幅に向上しています。
- 自動カラー管理システム (CMS): インライン分光光度計または濃度計は、ウェブ幅全体で印刷された色の値を継続的に測定し、インク供給、粘度、印圧を自動的に調整して、オペレーターの介入なしで目標の色を仕様内に維持します。最新の CMS システムは、安定した生産稼働で ΔE ≤ 0.5 以内の色安定性を達成できます。
- 自動粘度制御: 各インク ステーションの粘度計はインク粘度を継続的に監視し、溶剤またはインク濃縮物を自動的に追加して目標粘度を ±0.5 秒以内 (DIN4 カップ) に維持します。これにより、自動化されていない機械では色変動の主な原因となる手動の粘度チェックが不要になります。
- ドクターブレードの圧力と角度の自動調整: サーボ制御のドクター ブレード システムでは、ブレードの圧力と接触角をジョブ パラメータとして設定してプレス制御システムに保存できるため、手動でブレードを調整することなく、ジョブごとに繰り返しセットアップを行うことができます。一部の高度なシステムでは、ブレードの磨耗を監視し、ブレードの交換が必要な場合にオペレータに警告します。
- 100% インライン欠陥検出: 印刷速度で動作する高解像度カメラ システムは、印刷欠陥 (ヒッキー、縞、見当エラー、ドット抜け) をウェブ幅全体でスキャンし、自動マーキング システムでロールの欠陥部分にフラグを立てて、下流の処理中に除外できるようにします。これにより、手作業によるロール検査が不要になり、欠陥のある材料が含浸ラインやラミネートラインに送られることがなくなります。
- OEE モニタリングと MES 統合: 最新の印刷制御システムは、速度、張力、温度、色値、欠陥イベント、ダウンタイム原因などのすべての生産データをリアルタイムで製造実行システム (MES) プラットフォームに記録し、OEE (総合設備効率) 分析、予知保全のスケジューリング、および素材ロールから完成した印刷ロールまでの完全な生産トレーサビリティを可能にします。
化粧パネル仕上げ材用グラビア印刷機の大手メーカー
木質パネル仕上げ材用のグラビア印刷機の市場は、比較的少数の専門印刷機メーカーによって提供されており、そのほとんどがグラビア印刷技術と装飾パネル業界の特定の要件の両方に深い経験を持っています。以下の企業は、この分野で最も確立されたサプライヤーの 1 つです。
- ボブスト グループ (スイス): ボブストのグラビア部門は、装飾紙やフィルムの印刷に適した高度な自動化システムを備えた高速インライン印刷機を提供しています。同社の Expert RS 6003 および関連プラットフォームは、装飾紙の大量生産に広く使用されています。
- Windmöller & Hölscher (ドイツ): W&H は、装飾フィルムや紙の用途に適応できる構成を備えた、フレキシブル パッケージングおよび技術的基材の強力な機能を備えたグラビア印刷機を製造しています。
- セルッティ グループ (イタリア): Cerutti には出版および装飾グラビア印刷において長い歴史があり、家具および床材業界におけるワイドウェブ装飾紙生産用に特別に設計された印刷機プラットフォームを備えています。
- 陝西北仁印刷機械 (中国): 装飾紙分野向けのグラビア印刷装置を製造する中国の大手メーカーの 1 つで、中国国内の大規模な装飾パネル市場と輸出顧客をターゲットに、標準およびカスタム構成のワイドウェブ印刷機を提供しています。
- UTECO グループ (イタリア): UTECO は、強力な見当およびカラー管理システムを備えた高性能グラビア印刷機を製造しており、ヨーロッパ、アジア、アメリカ大陸の装飾紙印刷施設に設置されています。
パネル仕上げ材生産用のグラビア印刷機に投資する際の主な考慮事項
木質パネル仕上げ材生産用のグラビア印刷機の購入は、装飾紙やフィルム加工業者が行う最大の設備投資の 1 つです。特定の機械やサプライヤーに依頼する前に、次の評価基準に体系的に取り組む必要があります。
ウェブの幅と速度の要件
処理する必要がある素材の最大幅と最小幅、および実行する素材の種類 (紙、PVC フィルム、PET フィルム) と坪量の範囲を定義します。これにより、インプレッション ローラー、シリンダーのベアリング負荷、乾燥システムの容量、およびウェブの張力制御範囲の機械設計要件が決まります。単一の幅と速度で単一の基板タイプ用に指定されたマシンは、より一般化された設計よりも常に優れたパフォーマンスを発揮しますが、製品範囲全体に対応できないマシンは将来の成長を制限します。
カラーステーションの数とデザインの複雑さ
現在および計画されているデザイン ポートフォリオを評価して、現実的に必要なカラー ステーションの最大数を決定します。既存のマシンにプリント ステーションを追加することは一部のプラットフォームで可能ですが、最初の購入時に正しいステーション数を指定するよりも常に費用がかかり、技術的にも困難です。ほとんどの装飾紙グラビア作業では、6 ~ 8 色のカラー ステーションが、典型的な製品ポートフォリオの木目調、石材、抽象的なデザインの全範囲に適切な柔軟性を提供します。
インクシステムの互換性と環境コンプライアンス
機械の乾燥システム (熱溶剤回収、直接酸化、または UV 硬化のいずれであっても) が、使用する予定のインクの化学薬品と互換性があり、管轄区域の現在および将来予想される VOC 排出規制に準拠していることを確認してください。環境コンプライアンスに準拠した既存の機械の改造には費用がかかります。機械の購入時に正しい乾燥および排出制御技術を指定すると、大幅に経済的になります。
アフターサポートとスペアパーツの入手可能性
計画外のダウンタイムが発生するグラビア印刷機は、使用されていない非常に高価な資産です。お住まいの地域での各メーカーのサービス ネットワークのカバー範囲、重要なコンポーネント (インプレッション ローラー、ドクター ブレード ホルダー、乾燥システム コンポーネント、サーボ ドライブ) の一般的なスペアパーツのリード タイム、およびリモート診断およびサポート機能の可用性を評価します。貴業界の機械メーカーの既存顧客を訪問することは、購入を決定する前に実際のアフターセールスパフォーマンスを評価する最も信頼できる方法です。
木質パネル仕上げ材のグラビア印刷に関する最終的な考え
グラビア印刷機は、消費者がフローリング、家具、室内空間で毎日目にする木目、石の質感、装飾パターンなどの視覚的アイデンティティを木質パネルに与える装飾紙やフィルム基材を製造するための決定的な技術であり続けています。現在、世界のパネル仕上げ業界が要求する生産規模でグラビア印刷が実現できる解像度、速度、ウェブ幅機能、およびインク塗布の一貫性を兼ね備えた印刷技術は他にありません。
業界が進化するにつれ、設計期間の短縮、設計から市場までのサイクルの短縮、より持続可能なインクと基材システムへの需要の高まりにより、グラビア印刷機メーカーや装飾紙加工業者は、自動化、デジタル ワークフロー統合、インク化学革新を通じて適応しています。印刷技術戦略を評価している木質パネル仕上げ材の生産者にとって、グラビア印刷機の能力、品質パラメータ、投資の考慮事項を徹底的に理解することは、今後 10 年以上の生産競争力を形作る決定を下すための重要な基礎となります。

おすすめ商品
世界各地の開発ニーズに応える多彩なモデル。


今すぐメッセージを送ってください!
製品
お問い合わせ
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: 浙江省杭州市臨安区金城街青科村五家頭32号
Copyright © 浙江美格機械有限公司 All rights reserved.
 プライバシー
プライバシー