 英語
英語 中文简体
中文简体輪転グラビア印刷機: 仕組み、印刷内容、および適切な印刷機の選び方
グラビア印刷機の実際の仕組み
あ 輪転グラビア印刷機 グラビア印刷機または凹版輪転機とも呼ばれる - は、彫刻されたシリンダーを使用してインクを基材上に転写します。基本原理は単純です。クロムメッキされた銅製シリンダーの表面には、画像を形成するように配置された何百万もの小さな凹んだセルが彫刻されています。シリンダーがインクトラフの中を回転し、すべてのセルを液体インクで満たします。ドクター ブレード (シリンダー表面に押し付けられた薄くて硬いスチールまたはポリマーのブレード) が、非画像 (凹部ではない) 領域から余分なインクを削り取り、彫刻されたセルにのみインクを残します。素材が彫刻シリンダーとゴムで覆われた圧ローラーの間を通過すると、圧力によって素材がインクで満たされたセルと接触し、インクが素材上に転写されます。その結果、凹版の像担体からインクを直接吸い取る印刷が可能になります。これが凹版印刷の特徴です。
このプロセスは、マシンの各印刷ステーション (色ごとに 1 ステーション) で繰り返されます。現代の包装用輪転グラビア印刷機には通常、6 ~ 12 個のカラー ステーションがインラインで配置されており、それぞれに独自の彫刻シリンダー、インク システム、乾燥ユニットが備えられています。基材のウェブ (フィルム、ホイル、または紙) は、毎分 100 メートルから 500 メートルを超える速度ですべてのステーションを連続的に通過し、最後に完全に印刷されたマルチカラー製品として現れ、ラミネート、スリット、またはパウチ化などの下流の加工にすぐに使用できます。
輪転グラビア印刷機の主要コンポーネント
マシンの各部分の機能を理解すると、機器の仕様を評価したり、印刷品質の問題が発生した場合に問題を診断したりするのに役立ちます。
グラビアシリンダー
彫刻されたグラビアシリンダーは、プロセス全体の中心です。ベースのスチール製シリンダーに銅の層 (通常は厚さ 100 ~ 150 ミクロン) を電気めっきし、電気機械ダイヤモンド スタイラスによる彫刻またはレーザー彫刻を使用して彫刻します。彫刻後、シリンダーは 900 ~ 1,000 ビッカースの硬度でクロムメッキされ、長時間の生産作業中にセルをドクターブレードの磨耗から保護します。セルの形状 (セルの深さ、幅、開口角度、体積) によって、塗布されるインクの量が決まり、したがって印刷画像の階調濃度と彩度が決まります。セルの深さは、必要なインク密度に応じて、通常 12 ~ 45 ミクロンの範囲になります。シリンダーの円周によって印刷の繰り返しの長さが決まり、最終製品のバッグ、ポーチ、またはラベルの寸法と一致する必要があります。
ドクターブレードシステム
ドクターブレードは、シリンダーの全幅にわたって一貫した均一な接触圧力を維持する必要がある重要な精密部品です。ブレードは通常、厚さ 0.10 ~ 0.20 mm のスチール (研磨基材には炭素繊維複合材を使用する場合もあります) で、設定された角度 (通常はシリンダー表面に対して 55 ~ 65 度) でブレード ホルダーに保持されます。ブレードの接触圧力は慎重に最適化する必要があります。軽すぎると、非画像領域にインクが残っていると、背景のかすみやドットゲインが発生します。重すぎるとブレードの摩耗が急速に加速し、ブレードの寿命が短くなり、シリンダーに傷が付くリスクが高まります。最新のグラビア印刷機には、閉ループドクターブレード圧力制御とブレード幅全体に均一に摩耗を分散させる振動ブレード機構が組み込まれており、耐用年数を数時間からシフト、さらにはフル生産まで延長します。
インプレッションローラー
インプレッション ローラー (素材を彫刻シリンダーに押し付けるゴムで覆われたロール) は、ウェブ全体のインク転写効率と印刷の均一性を制御します。ゴムの硬度 (ショア A) は、基材の種類と厚さに基づいて選択されます。より厚く硬い基材の場合は、より硬いゴム (70 ~ 80 ショア A)。薄いフィルムやデリケートな素材には、より柔らかいゴム (55 ~ 65 ショア A)。圧搾ローラーの状態は、グラビア印刷の品質において最も見落とされがちな要因の 1 つです。圧搾ローラーが磨耗、変形、または偏心していると、印刷の斑点、ドットの欠落、および印刷幅全体にわたる濃度の不均一が発生します。印象ローラーは、稼働時間と素材の種類に基づいて、定義されたスケジュールに従って検査し、再研磨する必要があります。
インク循環とドクターブレードパンシステム
グラビア インキは、低粘度の溶剤ベースまたは水ベースの液体です。通常の使用粘度は、Zahn Cup 2 で 14 ~ 25 秒です。実行中一貫した粘度、温度、色を維持するには、連続的に再循環する必要があります。各プリント ユニットには、専用のインク パン、再循環ポンプ、および製造中に溶媒が蒸発するときに新しいインクまたは溶媒を自動的に追加して目標の粘度を維持する粘度制御システムが備えられています。粘度は、インライン粘度計、またはプレスのオペレーターが規定の間隔で測定する時間指定のカップ測定によって監視されます。最新のサーボ駆動マシンでは、粘度制御が完全に自動化されており、数時間の稼働にわたって ±0.5 秒の精度が維持されます。これは、生産リールの最初から最後まで一貫したインク フィルム重量と色濃度に直接変換されます。
乾燥ユニット
各カラー ステーション間で、基材は乾燥トンネルを通過し、次の色が塗布される前に加熱空気 (通常 60 ~ 120 °C) によってインク フィルムから溶媒または水キャリアが蒸発します。ステーション間の適切な乾燥は非常に重要です。乾燥が不十分なインクは、ブロッキング (リール上で層がくっつく)、層間接着力の低下、ステーション間の色汚染、最終製品での溶剤の残留を引き起こす可能性があります。これは、残留溶剤が厳格な規制制限の対象となる食品包装では特に懸念事項です。乾燥システムは、機械のエネルギー消費と設置面積の両方の大部分を占めます。エネルギーコストを削減し、溶剤排出に関する環境規制に準拠するために、赤外線を利用した乾燥および熱回収システムが最新のグラビア印刷機に組み込まれることが増えています。
グラビア印刷機の種類
すべてのグラビア印刷機が同じ方法で構築されたり、同じ用途向けに設計されているわけではありません。主要な機械の構成は、印刷ユニットの配置方法、ウェブの通し方、およびどの範囲の素材とフォーマットを処理するかによって異なります。
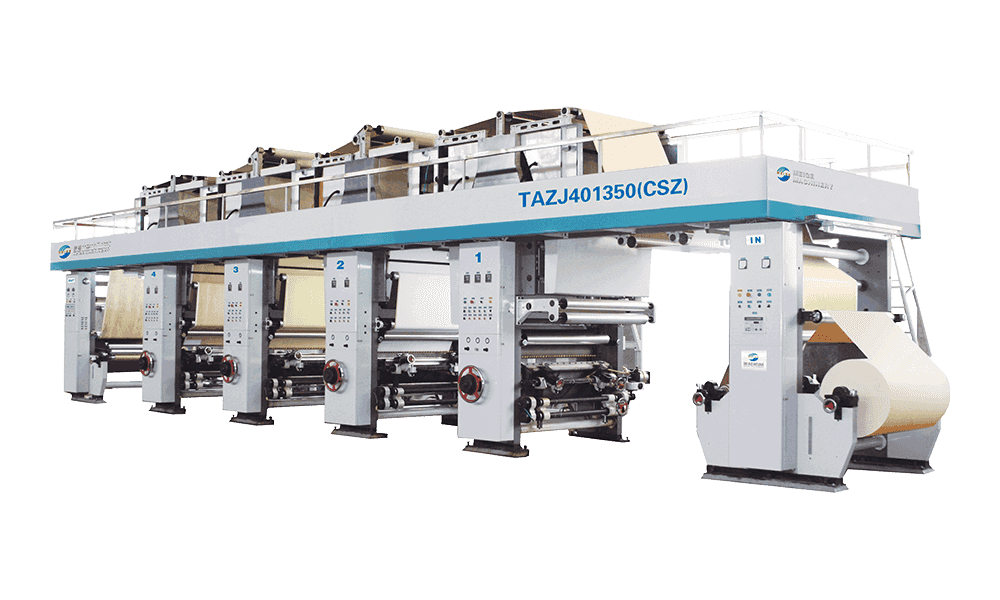
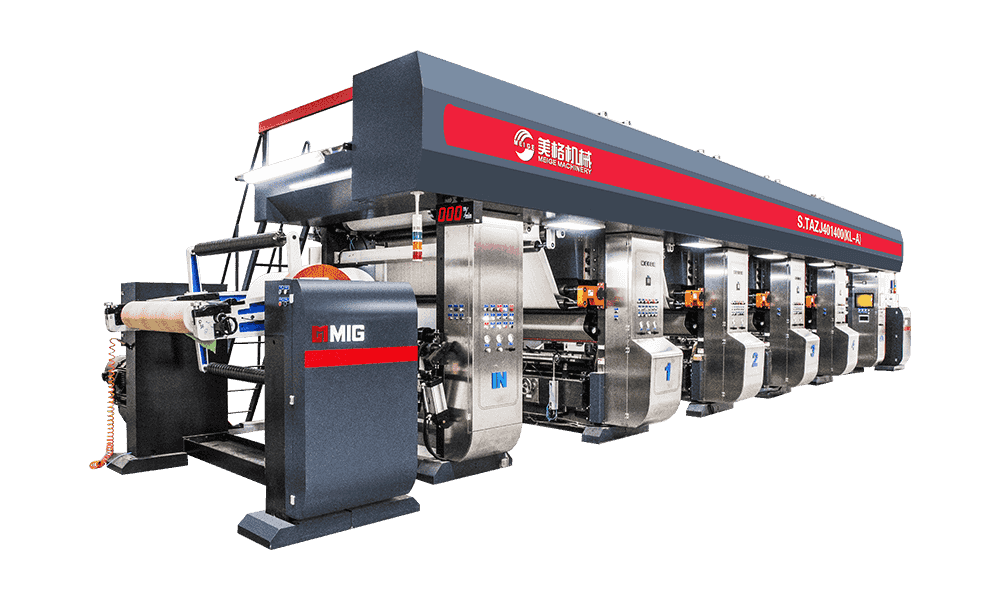
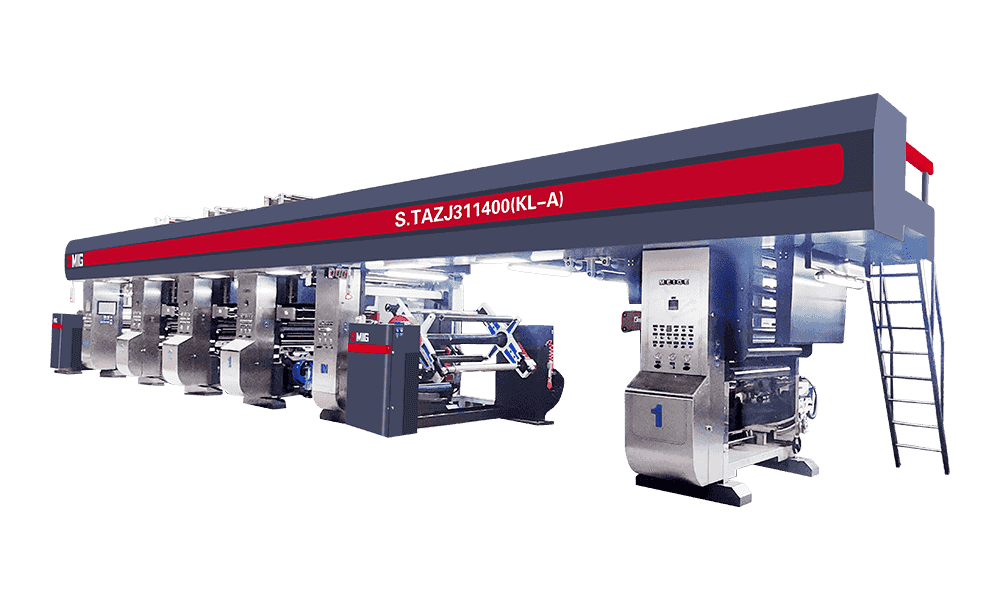
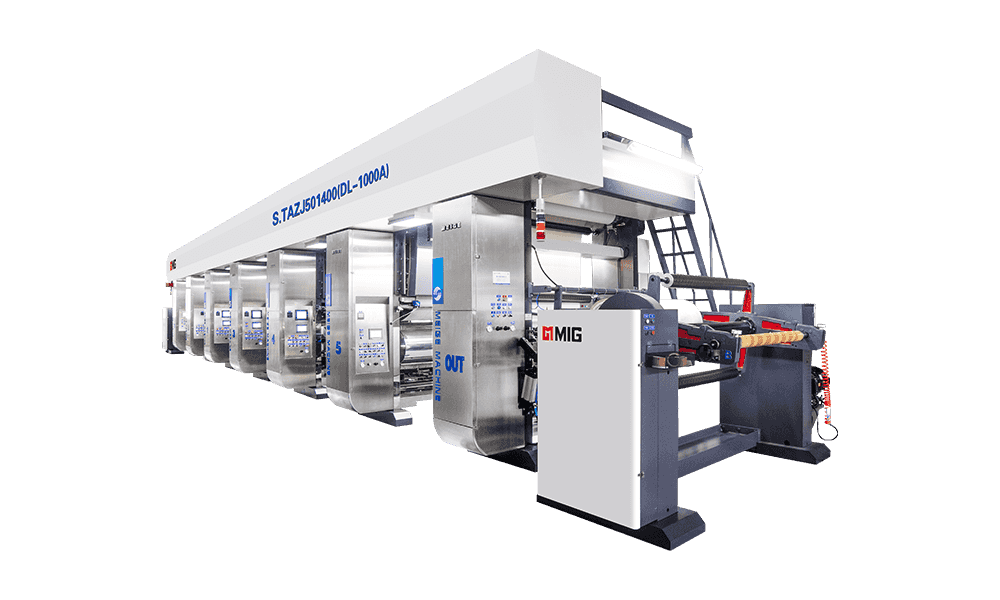
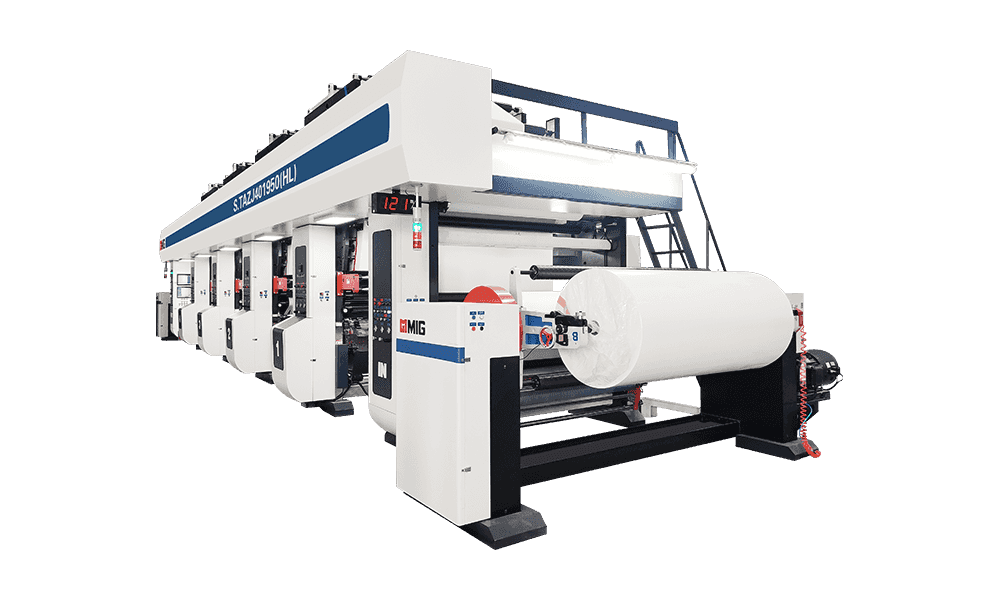
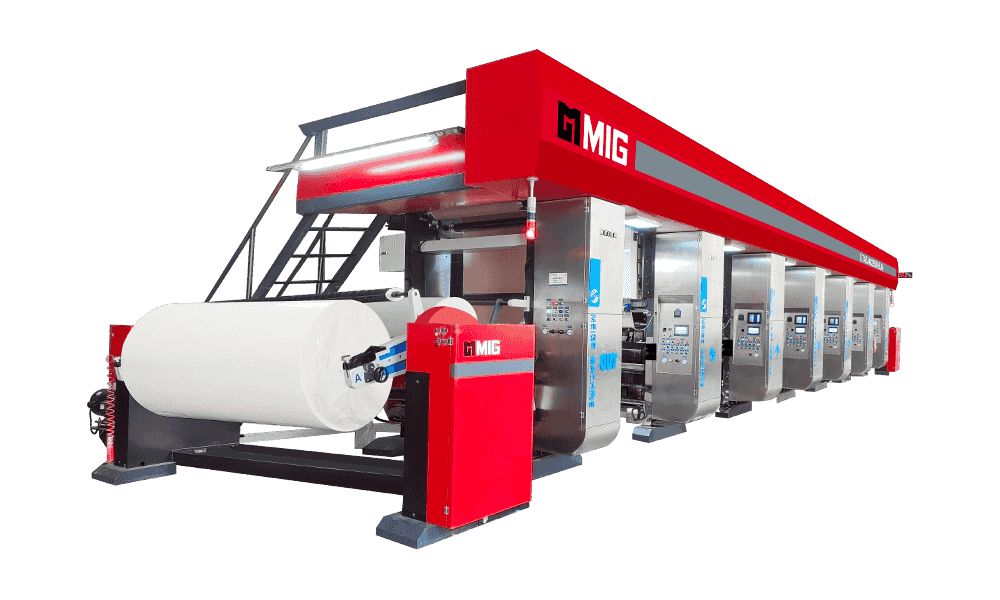
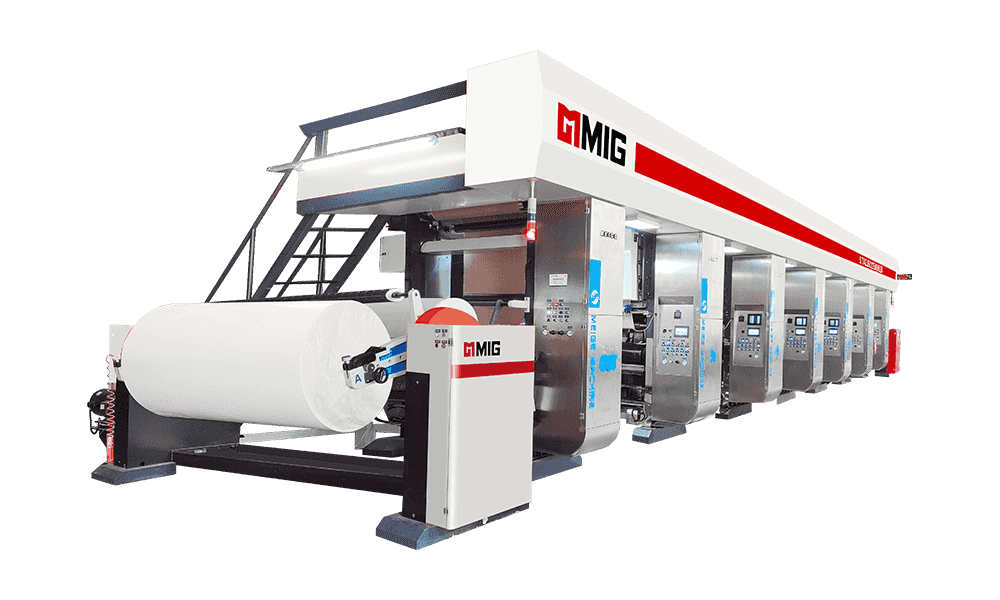
インライン(スタック)グラビア印刷機
従来のインライングラビア印刷機では、印刷ユニットは水平またはわずかに傾斜したウェブ経路に沿って順番に配置されます。素材は巻き戻しスタンドから各印刷ユニットを順番に通過し、各カラー ステーションの間に乾燥ユニットが配置されます。この構成は、シリンダーの交換、インク調整、クリーニングのために各印刷ユニットに簡単にアクセスでき、ウェブの経路が十分に単純であるため、張力制御の複雑さを最小限に抑えることができるため、軟包装印刷では最も一般的です。パッケージング用のインライン印刷機は通常、最大ウェブ幅 800 ~ 1,400 mm の 6 ~ 10 色のユニットを備え、素材と印刷の複雑さに応じて 150 ~ 400 m/分の速度で稼働します。
セントラルインプレッション (CI) グラビア印刷機
中央の印象構成では、複数の彫刻シリンダーが、連続したラインではなく、単一の大きな中央の印象ドラムの周囲に放射状に配置されます。素材は中央ドラムの周りを包み込み、各印刷ステーションを順番に通過します。この設計は、全カラー印刷中、素材が常に同じ中央ドラムに対して保持されるため、優れた位置合わせ精度を実現します。これにより、連続インライン設計で位置ずれの原因となるウェブの伸びやステーション間の位置ドリフトが排除されます。 CI グラビア印刷機は、セキュリティ印刷、高精細装飾印刷、±0.1 mm 未満の厳密な色間の適合公差が必要な特殊パッケージングなど、非常に細かい見当合わせ作業に適しています。
出版グラビア印刷機
出版グラビア印刷機は、雑誌、カタログ、折り込み広告、広告付録を紙に大量に印刷するために設計された最大のグラビア印刷機です。これらの機械は非常に幅の広いウェブ (最大 4,000 mm 以上) を備え、400 ~ 600 m/分の速度で動作し、通常は 4 色プロセス再現用に CMYK の 4 つのカラー ユニットで構成されます。出版グラビア印刷機は資本集約的であり、新しい機械には 1,000 万ドルから 3,000 万ドル以上の費用がかかる場合があり、数千万部の印刷でのみ経済的に成り立ちます。デジタル メディアの成長に伴い、その使用は大幅に減少しましたが、超大量の定期生産では依然として最もコスト効率の高い印刷方法です。
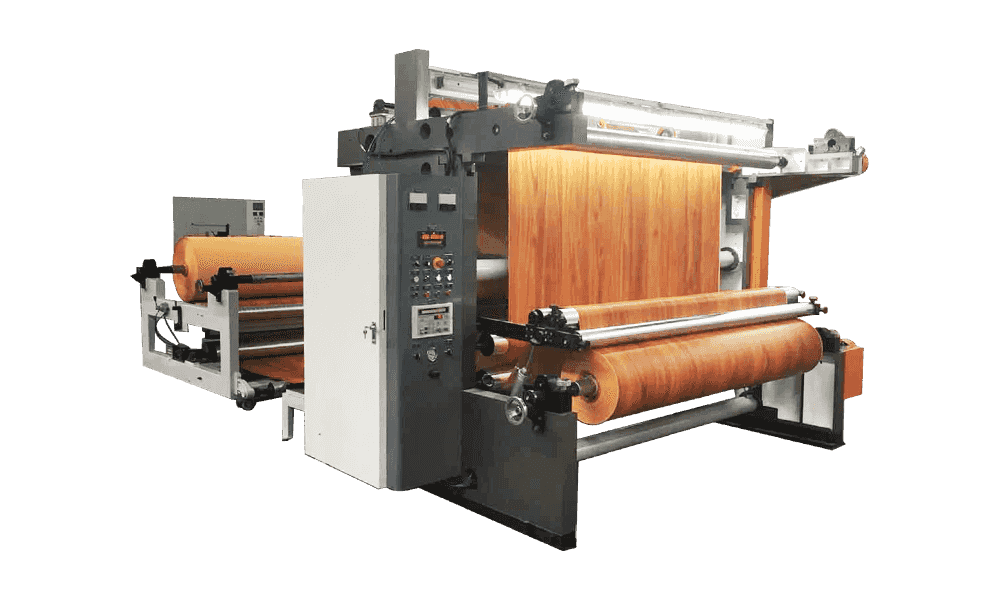
グラビア専用印刷機
包装や出版物を超えて、輪転グラビア技術は、ラミネートや床材への木目調やタイルのパターンの装飾印刷、紙幣やパスポートのセキュリティ印刷、装飾フィルムの転写印刷、エレクトロニクス製造における導電性インクの機能性印刷などの特殊な用途でも使用されています。これらのアプリケーションでは、特殊なインク処理システム、温度制御されたウェブパス、または厚い装飾紙から極薄の 6 ミクロンのアルミ箔まで、特定の基材に最適化された張力制御を備えたカスタム構成のマシンが使用されることがよくあります。
輪転グラビア印刷機はどのような素材に印刷できますか?
グラビアプロセスは、基材の適合性の点で非常に多用途です。低粘度のインクと穏やかな印圧を使用するため、非常に薄いフィルム、金属箔、熱に弱い基材など、他のプロセスでは困難な素材にも印刷できます。
- プラスチックフィルム: BOPP (二軸延伸ポリプロピレン)、PET (ポリエステル)、BOPA (二軸延伸ナイロン)、CPP (キャストポリプロピレン)、PE (ポリエチレン) - フレキシブルフィルム基材へのグラビア印刷は、主に食品包装、消費財包装、医薬品パウチなどに使用される世界最大の輪転グラビア印刷機の用途です。
- あluminum foil: 医薬品ブリスターパックの蓋用の 6 ミクロンの極薄ホイルから、菓子の包装用の 25 ~ 40 ミクロンのホイルまで、グラビアでは、他のプロセスでは達成が困難な一貫した被覆率でホイル印刷を処理します。
- 紙と板紙: 出版、ラベルストック、およびフレキシブルカートン印刷用のコート紙および非コート紙グレード。紙上に滑らかなハーフトーン グラデーションを生成できるグラビアの機能により、高品質の雑誌印刷に最適なプロセスとなっています。
- ラミネートおよび金属化フィルム: 金属化 BOPP、金属化 PET、および多層ラミネートは、バリア性と視覚的な金属効果の両方が必要とされるスナック食品および菓子の包装における一般的なグラビア基材です。
- 不織布: 一部の特殊なグラビア用途には、ヘルスケア製品の包装、衛生用途、および販促資料用にポリプロピレンまたはポリエステル不織布への印刷が含まれます。
- 装飾基材: 家具のラミネートやフローリング製品に使用される厚紙、含浸装飾紙、PVC フィルムは、これらの装飾用途に必要な高いコーティング重量と大きな繰り返しパターン向けに特別に構成されたグラビア印刷機で印刷されます。
輪転グラビア印刷、フレキソ印刷、オフセット印刷: 主な違い
これら 3 つのプロセスは商業印刷およびパッケージ印刷を支配しており、それぞれに異なるパフォーマンス プロファイルがあります。実際のトレードオフを理解することで、特定のアプリケーションと量に対してどれが正しい選択であるかが決まります。
| 因子 | グラビア | フレキソ印刷 | オフセット(シート/ウェブ) |
| イメージキャリア | 彫刻が施された金属シリンダー | フレキシブルフォトポリマープレート | あluminum printing plate |
| シリンダー・プレートコスト | 高額 (シリンダーあたり 300 ~ 800 ドル) | ミディアム(一皿あたり$80~$300) | 低価格(一皿あたり 20 ~ 80 ドル) |
| 印刷品質 | 優れた階調勾配、一貫した濃度 | 良好から非常に良好、HD プレートで改善 | 紙には最適ですが、フィルムには限定されます |
| 経済的な最小実行期間 | 非常に長い (100,000 直線メートル) | 中(10,000~50,000m) | 短編から中程度(フォーマットによる) |
| 生産速度 | 150~500m/分 | 100~400m/分 | シート: 10,000 ~ 18,000 枚/時 |
| 基板の柔軟性 | 非常に幅広い — フィルム、フォイル、紙 | 幅広い — フィルム、段ボール、ラベル | 主に紙と板紙 |
| 切り替え時間 | 長い(シリンダー交換、インク洗浄) | ミディアム(プレートとスリーブの変更) | ショートからミディアムまで |
| 最適な用途 | 大量軟包装、出版物 | 中量包装、ラベル、段ボール | 紙、カートン、商業印刷物 |
グラビア印刷の基本的な経済的現実は、非常に長い印刷期間にわたって償却される製版コストが高いことです。新しいパッケージデザイン用の 8 色グラビアシリンダーのフルセットを彫刻するには、同等のフレキソ版セットの場合 500 ~ 2,000 ドルがかかるのに対し、3,000 ~ 8,000 ドル以上の費用がかかる場合があります。ランレングスが 500,000 リニア メートルになると、ユニットあたりのコスト差はごくわずかになります。そのため、消費者向けパッケージの大量生産ではグラビアが主流のプロセスとなります。短納期の場合は、最大印刷品質の上限がわずかに低いにもかかわらず、ほとんどの場合、フレキソの方が経済的です。

輪転グラビアの印刷品質の利点
ロトグラビアは、特にプレミアムパッケージングや出版作業に重要な特定の技術分野において、他の高速印刷プロセスと一致させるのが本当に難しい印刷品質特性を生み出します。
滑らかな色調グラデーションと影の密度
グラビアでは、さまざまな深さと面積の物理セルからインクを堆積するため、ハーフトーン ベースの印刷プロセスの特徴である目に見えるドット パターンを発生させることなく、最もかすかなハイライトから中間調、深く飽和したシャドウに至るまで、非常に滑らかな連続階調のグラデーションを生成できます。写真の画質が求められる高級菓子のパッケージ、化粧品のラベル、出版印刷では、滑らかな肌の色調、食べ物の質感、雰囲気の背景を再現するグラビアの能力は、真の競争上の優位性となります。フレキソ印刷の一般的な OD (光学濃度) 1.7 ~ 2.0 と比較して、グラビアでは 2.5 ~ 3.0 の OD (光学濃度) の影濃度値が飽和した深い色で実現可能です。
長期にわたる一貫性
グラビアシリンダーに彫刻が施され、印刷機でジョブが承認されると、イメージキャリア (彫刻シリンダー) が稼働中に変化しないため、色濃度と印刷品質は生産稼働中 (多くの場合、数十万メートル) にわたって非常に安定した状態を保ちます。フレキソ印刷やオフセット印刷では、版の圧縮や磨耗により、長時間印刷すると徐々に濃度が変化することがあります。厳格な色基準と非常に大量の生産量を抱えるブランド オーナーにとって、グラビアのランレングスの一貫性は、不良品率を減らし、生産中の色補正停止の必要性を最小限に抑える、品質保証の大きな利点となります。
ファインライン印刷とスクリーン印刷
グラビア シリンダーの最新のレーザー彫刻は、1 cm あたり 200 ~ 300 線 (500 ~ 750 lpi 相当) のスクリーン線数を達成し、非常に微細なディテールの再現を可能にします。2 ポイントほどの小さなテキストもきれいに再現でき、微細なセキュリティ パターンの印刷には、彫刻されたグラビア シリンダーのみが一貫して提供できる解像度が必要です。このため、グラビア印刷は、紙幣の印刷、パスポートや身分証明書の作成、および微細な特徴の再現が耐改ざん性の要件となるその他のセキュリティ用途で依然として選ばれているプロセスです。
グラビア印刷機でよくある印刷欠陥とその原因
適切にメンテナンスされた装置を使用した場合でも、グラビア印刷には一連の特有の欠陥があり、印刷オペレーターや品質チームはこれらを認識して迅速に対処する必要があります。根本原因を理解すると、修正をより早く特定するのに役立ちます。
- ドット抜け(スキップ): 印刷の小さな領域が、ベタまたは色の付いた領域内の白い斑点またはボイドとして表示されます。最も一般的な原因は、転写前のセル内でのインクの乾燥 (インクの粘度が高すぎる、または乾燥機の温度に対して印刷速度が遅すぎる)、または汚れまたは磨耗したインプレッション ローラーが基材を特定のセルに完全に押し込めないことです。粘度を下げるように調整し、圧搾ローラーの状態を確認することが最初の修正手順です。
- ドクターブレードの縞模様: 印刷画像を機械方向 (ウェブの移動と平行) に走る細い線。ドクターブレードの傷、欠け、または埋め込まれた粒子、またはブレードとシリンダー表面の間に詰まった硬化したインク粒子が原因で発生します。ブレードの交換またはクリーニングが必要です。持続的な縞模様は、再クロム処理が必要なシリンダーのクロム損傷を示している可能性があります。
- ヘイズまたはトーン: あ faint background of ink color in non-image areas — visible as a color cast across nominally clear or white areas of the print. Caused by insufficient doctor blade pressure or a worn blade that no longer cleanly wipes the cylinder surface. Increasing blade pressure or replacing the blade typically resolves this immediately.
- 登録ミス: カラー間の印刷位置調整エラーにより、画像がぼやけて見えたり、細かい部分の周りに色の縁が生じたりします。プリントユニット間のウェブ張力の変動、乾燥機の温度変化による素材の伸び、見当制御システムの磨耗などが原因で発生します。張力システムの校正、乾燥機温度の最適化、および場合によってはレジスタ制御システムのメンテナンスまたはアップグレードが必要です。
- まだら: ベタ印刷領域のインク濃度が不均一で斑点がある - 表面は滑らかで均一ではなく、斑点のように見えます。一般的な原因としては、不均一なインプレッション ローラーの硬度 (平坦なスポットまたは摩耗した領域)、一貫性のない基材の表面エネルギー、またはウェブ幅全体にわたるインクの粘度の変動などが挙げられます。粘度管理監査とともに、インプレッション ローラーの検査と交換が主な是正措置です。
- ブロッキング: リール上で印刷層が互いにくっついている - リールが巻き戻され、印刷面が破れたり、隣接する層の裏側にインクが転写したときに検出されます。ステーション間の乾燥が不十分であるか、巻き取る前の最終乾燥が不十分であることが原因です。修正手段としては、印刷機の速度を下げる、乾燥機の空気の温度や速度を上げる、またはインク配合をより乾燥の早い溶媒ブレンドに調整するなどが考えられます。
輪転グラビア印刷機を購入する際に何を評価すべきか
新しいグラビア印刷機に投資する場合でも、中古の機械を購入する場合でも、これらは生産能力、印刷品質、総所有コストに最も大きな影響を与える仕様領域です。
ウェブ幅と印刷リピート範囲
最大ウェブ幅によって、マシンが処理できるフォーマット サイズと並列印刷レーンの数が決まります。ほとんどの包装用グラビア印刷機は、幅 800 mm、1,000 mm、1,100 mm、または 1,300 mm で作られています。幅の広い機械は、レイアウトの柔軟性が高く、ウェブを最大限に活用した場合の平方メートルあたりの経済性が向上しますが、コストが高くつき、より大規模な設備が必要となり、より重くて彫刻に費用がかかる幅の広いシリンダーが必要になります。印刷繰り返し範囲 (機械が許容できる最小および最大シリンダー円周) は、機械が製造できる最終的な袋、パウチ、またはラベルの高さの範囲を定義します。繰り返し範囲が広いと、スケジュールの柔軟性が高まりますが、より複雑なシリンダー キャリアと印刷ユニットの設計が必要になります。
カラーユニットの数と印刷機の構成
あ 6-color press covers most general-purpose packaging work (CMYK plus two spot colors or coating units). An 8-color configuration adds flexibility for complex packaging with multiple brand colors, metallic effects, varnishes, or in-line primer and lamination. 10- and 12-color machines are used for the most complex decorative printing or multi-functional jobs requiring print plus coating plus lamination in a single pass. More color units mean higher machine cost, longer changeover time, greater energy consumption, and a longer press footprint — these factors need to be weighed against the revenue from the additional capability.
駆動方式とレジスタ制御技術
古いグラビア印刷機では、空気圧または油圧による見当補正を備えた機械式ラインシャフト ドライブが使用されていました。これらのシステムは堅牢ではありますが、見当エラーへの応答が遅く、色間の厳密な位置合わせを維持するには大幅なオペレーターの介入が必要でした。最新の印刷機は、各印刷ユニットに個別のサーボ ドライブを使用し、各色の間の見当マークを監視し、リアルタイムで継続的な微修正を行う閉ループ電子見当制御システムを備えています。自動見当制御を備えたサーボ駆動プレスは、フルスピードの生産稼働全体で ±0.1 mm の見当精度を達成および維持できるため、ジョブ開始時の無駄が大幅に削減され、シリンダ交換後の速度の立ち上げがより速くなります。中古印刷機を評価する場合、ドライブと見当合わせシステムの使用年数と仕様は、シリンダーとローラーの機械的状態と同じくらい重要です。
溶剤回収と環境コンプライアンス
溶剤ベースのグラビア印刷では、乾燥ユニットから大量の溶剤を含んだ排気が発生します。ほとんどの国の規制要件では、溶媒回収システム (活性炭の吸着に続いて蒸気または窒素の脱着を行い、溶媒を再生して再利用する) または溶媒蒸気を燃焼させて CO₂ と水にする熱酸化装置 (RTO - 再生熱酸化装置) を介して、これらの排出を制御することが義務付けられています。統合された溶剤管理システムを備えていない印刷機は、規制された市場で合法的に操業できないか、環境管理に多額の追加設備投資が必要になります。グラビア印刷機の購入を評価する場合、削減および回収システムの仕様は、規制遵守と溶剤再利用の経済性の両方において重要なデューデリジェンス項目です。これにより、大量生産時のインク消耗品コストのかなりの部分を相殺することができます。
インク システムの互換性: 溶剤 vs. 水性
現在稼働しているグラビア印刷機の大部分は溶剤ベースのインクを使用しており、最高の印刷品質と最速の乾燥速度を実現します。しかし、VOC 排出に対する規制の圧力とブランド所有者の持続可能性への取り組みにより、水性グラビア インキ システムへの多額の投資が推進されています。水性グラビアには、修正された乾燥システム (溶媒ではなく水を蒸発させるための空気量と温度を高くする)、耐食性インク循環コンポーネント、および溶媒インクの粘度挙動と印刷速度に適合できる再配合インク システムが必要です。厳しい排出規制のある市場で新たに印刷機を購入する場合、最初から水性インクとの互換性を指定することが増えており、一部の大手パッケージング印刷会社は既存の溶剤印刷機を水性印刷用に改造しています。新しい機械を指定する場合、その印刷機が溶剤のみ、水性のみ、または二重機能の操作向けに設計されているかを明確にすることは、機械の仕様と長期的なインク供給戦略の両方に重大な影響を及ぼします。



おすすめ商品
世界各地の開発ニーズに応える多彩なモデル。


今すぐメッセージを送ってください!
製品
お問い合わせ
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: 浙江省杭州市臨安区金城街青科村五家頭32号
Copyright © 浙江美格機械有限公司 All rights reserved.
 プライバシー
プライバシー