 英語
英語 中文简体
中文简体装飾紙グラビア印刷機: 仕組み、主要コンポーネント、および購入ガイド
化粧紙グラビア印刷機とは?
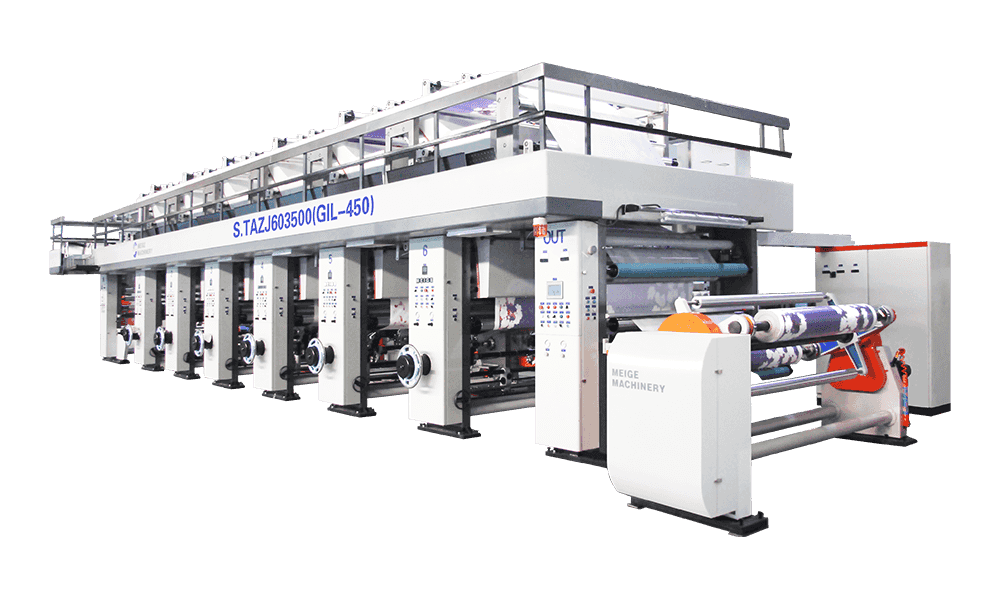
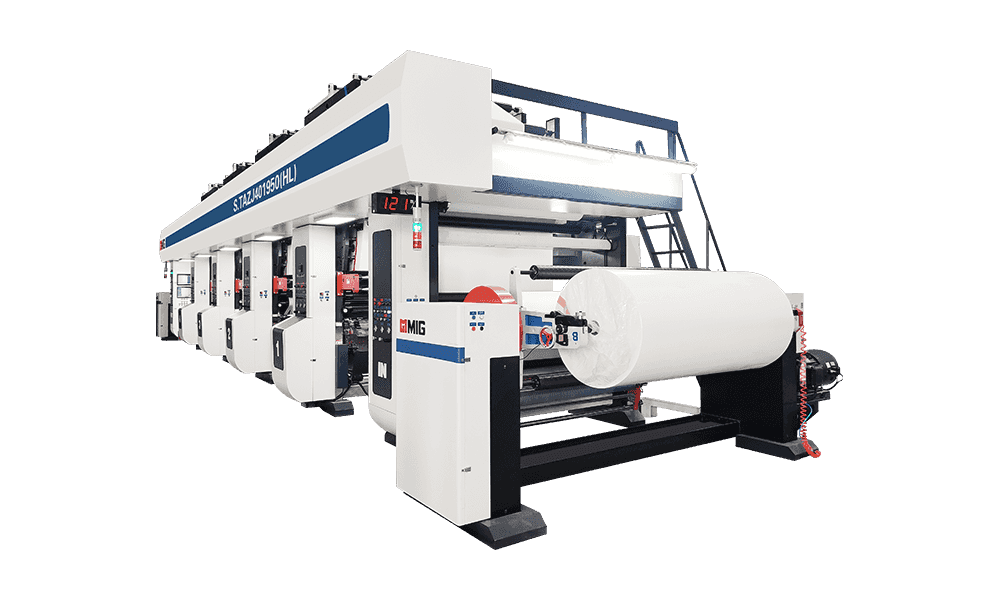
装飾紙グラビア印刷機 (輪転グラビア装飾紙プレスまたは装飾紙用凹版印刷機とも呼ばれます) は、表面パターン、木目テクスチャ、石材効果、生地デザイン、および抽象的な装飾モチーフを紙基材に適用することを目的とした高速、高精度の輪転印刷システムであり、最終的には家具、床材、キャビネット、内装パネルの製造における表面オーバーレイとして使用されます。通常、印刷された紙にメラミンまたは他の熱硬化性樹脂を含浸させて、ラミネートフローリング、中密度繊維板 (MDF) 家具、モジュール式キッチンパネル、および同様の製品に見られる完成した装飾表面を作成します。
グラビア印刷プロセスは、「彫刻」を意味するイタリア語の凹版に由来しており、回転する銅シリンダーの表面にある微細な彫刻セルからインクを移動する紙ウェブ上に直接転写します。これらのセルの深さ、直径、密度によって各位置に堆積されるインクの量が決まり、非常に細かい色調のグラデーション、鮮明なパターンの繰り返し、およびグラビア印刷された装飾紙とフレキソ印刷またはオフセット印刷法で製造された紙とを区別する写真品質の色再現が可能になります。説得力のある木目や石の質感が消費者の至近距離での長年の精査に耐えなければならない業界では、このレベルの印刷忠実度はオプションではなく、基本的な商業要件です。
グラビア印刷プロセス: 装飾紙のステップバイステップ
一連の操作を理解する 装飾紙グラビア印刷機 特定の機械コンポーネントがそのように設計されている理由と、どのプロセスパラメータが最終的な印刷品質に最も直接的に影響するかを明確にします。
ウェブの巻き戻しと張力の制御
印刷プロセスは巻き戻しスタンドで始まり、ここでベース装飾紙のマスター ロール (通常は坪量 60 ~ 150 g/m2 の二酸化チタンを配合したベース紙) が取り付けられ、制御された張力で印刷機に供給されます。装飾原紙は張力の変動に非常に敏感であるため、巻き戻しステーションでのウェブの張力制御は重要です。張力が低すぎると、ウェブがバタバタと横方向にふらつき、カラーステーション間で位置合わせエラーが発生します。張力が大きすぎると紙が伸びて、印刷されたパターンが歪み、ウェブの切れが発生します。最新の装飾紙グラビア印刷機では、閉ループ ダンサー ロールまたはロード セル張力制御システムが使用されており、生産工程全体を通じてウェブ張力を ±2 ~ 5 N/m 以内に維持します。
各印刷ユニットでのインキ塗布
装飾デザインの各色は、グラビア シリンダー、インキ パン、ドクター ブレードの 3 つの主要コンポーネントで構成される専用の印刷ユニットで印刷されます。グラビア シリンダーは部分的にインク パンに浸かりながら回転し、彫刻されたセル構造にインクを満たします。シリンダーがインク パンから回転すると、精密研磨されたドクター ブレード (通常は硬化鋼または先端がセラミック製) がシリンダー表面を一掃し、彫刻されていないランド領域からすべてのインクを除去し、凹んだセル内にのみインクを残します。次に、シリンダーは圧搾ニップで紙ウェブと接触し、そこでゴムで覆われた圧搾ローラーが制御された力で紙をシリンダー表面に押し付け、毛細管現象によってセルからインクを引き出し、紙基材に転写します。
カラーステーション間の乾燥
連続する各印刷ユニットの間に、新たにインクを付けた紙ウェブが乾燥機 (最も一般的には熱風衝突トンネルまたは赤外線乾燥機) を通過し、次の色が適用される前に適用されたインクから溶媒または水キャリアが蒸発します。ステーション間の乾燥が不完全であると、インクのピックオフ (前のステーションからの湿ったインクが紙上に留まらずに次のシリンダーに転写する)、色の汚れ、巻き取りロールでのウェブのブロッキングが発生します。乾燥効率は生産速度を直接制限します。最大印刷速度は、乾燥機が乾燥セクション内で利用可能な滞留時間内に各インク層を完全に硬化できる速度です。
マルチカラーレジストレーション
装飾紙でリアルな木目や大理石のパターンを作成するには、通常 4 ~ 8 色の個別の色分解が必要で、それぞれが別のユニットで他のすべての色と正確に位置合わせされて印刷されます。木目調パターンでは 0.1 ~ 0.2 mm の小さな見当誤差が肉眼で確認できるため、見当制御は化粧紙グラビア印刷において最も技術的に要求の高い側面の 1 つです。最新の印刷機は、CCD カメラベースの自動見当制御 (ARC) システムを使用しています。このシステムは、ウェブの端に印刷された見当マークを継続的に読み取り、各シリンダーの横方向および円周方向の位置をリアルタイムで微調整して、印刷全体を通じて正確な色間の位置合わせを維持します。
巻き戻しとロール仕上げ
最終的な印刷ユニットと乾燥機を経た後、完成した装飾紙ウェブは巻き取りステーションでコアに巻き戻されます。巻き取り張力制御は、完成したロールの伸縮、スターリング、またはしわを防ぐために、巻き戻し張力と同じくらい正確でなければなりません。多くの装飾紙グラビア印刷機には、巻き戻しステーションにインライン品質検査システム (ストロボ印刷検査カメラや分光測色測色ヘッド) が組み込まれており、欠陥のある材料が完成したロールに巻き取られる前に、ドクターブレードの縞、シリンダーセルの詰まり、色濃度のドリフト、見当ずれなどの欠陥にフラグを立てます。
化粧紙グラビア印刷機のコアコンポーネント
個々の機械コンポーネントのエンジニアリング品質は、印刷品質、機械の稼働時間、および装置の耐用年数にわたる総所有コストに直接影響します。以下は、高級装飾紙グラビア印刷機と低仕様の代替品を最も大きく区別するコンポーネントです。
グラビアシリンダー
グラビアシリンダーは印刷プロセスの中心であり、他のどの要素よりも印刷品質の上限を決定するコンポーネントです。装飾紙グラビア印刷では、シリンダーは通常、電着銅層 (厚さ 80 ~ 200 ミクロン) を備えたスチールベースで構成され、電気機械彫刻 (スタイラスベースでダイヤモンド形のセルを生成) またはレーザー彫刻 (より汎用性の高いセル形状と高解像度を生成) を使用してセル パターンが彫刻されます。彫刻後、ドクターブレードの摩耗に耐えるために、銅の表面は 900 ~ 1000 HV の硬度にクロムメッキされます。装飾紙用途ではクロム層の厚さは 6 ~ 8 ミクロンが標準です。
装飾紙シリンダーのセル形状仕様は通常、スクリーン線数 1 センチメートルあたり 150 ~ 200 線の範囲で、セルの深さは再現される色と階調値に応じて 20 ~ 55 ミクロンです。正確なセルの形状が重要です。セルの深さが 2 ~ 3 ミクロンでも異なると、印刷デザインの平らな色合いの領域に目に見えるバンディングや色調の不均一として現れる、測定可能な色濃度の違いが生じます。
ドクターブレードシステム
ドクター ブレード アセンブリは、正確に制御された接触角 (装飾紙用途の場合は通常 55° ~ 65°) と接触圧力で、回転するグラビア シリンダーに対してドクター ブレードを保持し、位置決めします。ブレードは、印刷幅全体 (大判装飾紙印刷機では 2,200 ~ 2,800 mm に達する場合もあります) にわたって均一な接触を維持し、いかなる点からもインクが漏れないようにする必要があります。また、シリンダーのクロム摩耗を促進する過剰な圧力も加えないようにする必要があります。最新のドクター ブレード ホルダーは、ブレード角度と接触圧力を微調整できる空気圧式またはバネ式ブレード クランプ機構を使用しており、印刷中にブレード アセンブリを横方向に 5 ~ 15 mm 移動させる振動ドライブを組み込んで、局所的なブレードとシリンダーの摩耗パターンを防ぎます。
インプレッションローラー
インプレッション ローラーは、印刷ニップで紙ウェブをグラビア シリンダーに押し付けて、インクの転写を促進します。装飾紙用途の場合、インプレッション ローラーは通常、硬度 60 ~ 80 のショア A のポリウレタン ゴムで覆われています。これは、グラビア インキの強力な溶剤に耐性を持ちながら、ウェブ幅全体にわたって均一なニップ圧力を確保するのに十分なコンプライアンスを提供するために選択されます。インプレッションローラーのクラウンプロファイリング(ニップ負荷によるたわみを補正するためにローラーの直径を中心に向かってわずかに大きくする)は、基材の全幅にわたって均一な印刷圧力を維持するために、ワイドウェブ装飾紙印刷機では不可欠です。
インク循環および粘度制御システム
グラビアインクの粘度は、印刷画像のインク膜重量、色濃度、ドットゲインを直接制御します。印刷中にインクパンから溶剤が蒸発すると粘度が上昇し、色の濃度が増し、ドクターブレードのチャタリングやセルの目詰まりを引き起こす可能性があります。自動インク粘度制御システムは、インライン粘度計 (通常は流出カップまたは回転粘度計ベース) を使用してインク粘度を継続的に監視し、計量ポンプを介して新しい溶剤をインク パンに注入して、印刷工程全体を通じて粘度を目標値の ±1 ~ 2 秒の許容範囲内に維持します。インク温度も粘度に大きな影響を与えるため、一部の高仕様印刷機には、長時間の生産作業中に周囲温度の変化によって引き起こされる粘度ドリフトを排除するために、インク温度調整システムが組み込まれています。

機械構成: 単色印刷機と多色印刷機の設計
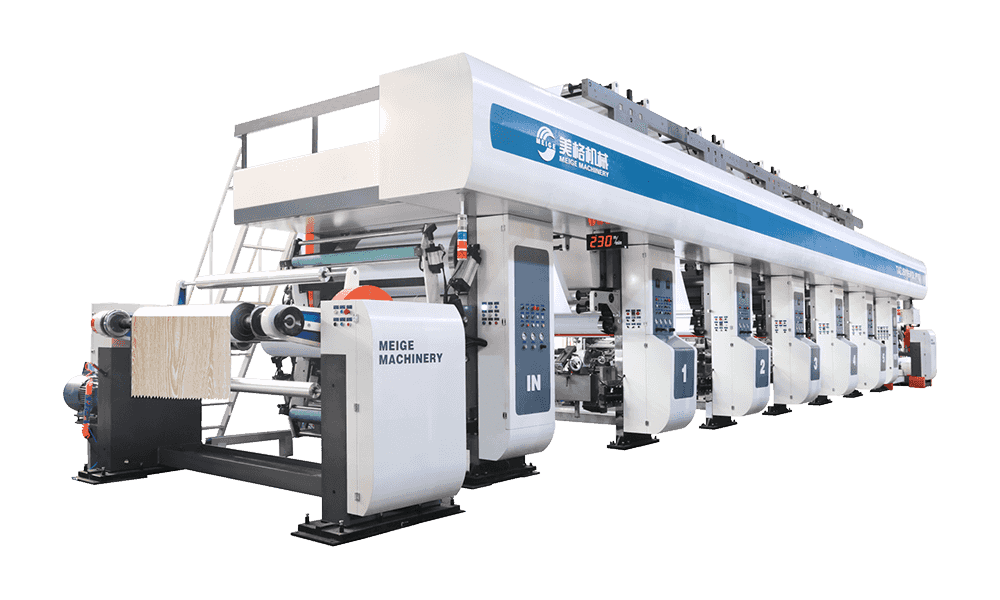
装飾紙グラビア印刷機は、単色校正刷機から 10 台以上の印刷ユニットを備えたフルプロダクション印刷機まで、さまざまな構成で利用できます。適切な構成は、生産される装飾パターンの複雑さと施設の生産量要件によって異なります。
| 構成 | ユニット数 | 一般的な印刷幅 | 速度範囲 | 主な用途 |
| 単体プルーファー | 1 | 600~900mm | 20~60m/分 | Cylinder proofing, R&D |
| 4色プロダクションプレス | 4 | 1,300~1,800mm | 80~150m/分 | シンプルな木目調、単色デザイン |
| 6色プロダクションプレス | 6 | 1,600~2,200mm | 100~200m/分 | 複雑な木目、石、織物の効果 |
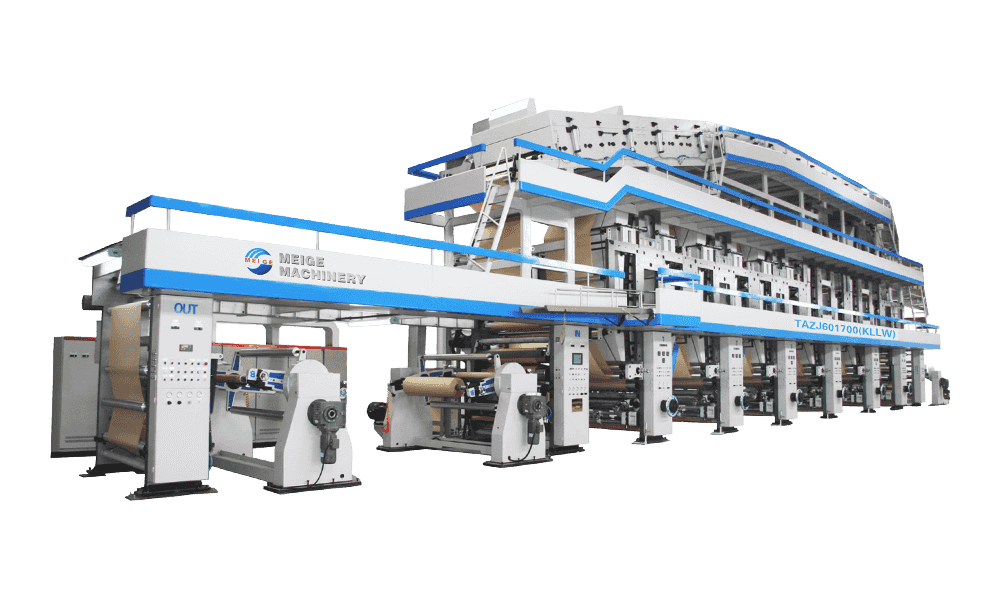
| 8 ~ 10 色のワイドウェブ印刷機 | 8~10 | 2,200~2,800mm | 150~300m/分 | 高忠実度の写真テクスチャ、大きな繰り返しパターン |
木目調、石材効果、ファンタジーデザイン、単色紙など、装飾パターンの多様なポートフォリオを生産するメーカーにとって、6 色印刷機は商業的に最も汎用性の高い構成であり、8 台または 10 台の機械に比べて設備投資や運用コストを割くことなく、市場標準のデザインの大部分を再現できます。印刷幅 2,000 mm を超えるワイドウェブ構成は、主に大量の商品パターンの生産に適しています。この場合、大きなロールでのスケールメリットが、より広いウェブの取り扱い管理の複雑さを上回ります。
化粧紙グラビア印刷用インクシステム
装飾紙グラビア印刷機で使用されるインク システムは、単純な色の忠実度をはるかに超える要件を満たさなければなりません。装飾紙用インクは、その後の含浸プロセスに耐える必要があります。含浸プロセスでは、印刷された紙に液体メラミン - ホルムアルデヒド樹脂を浸透させ、その後、短サイクルのラミネート プレスで高圧下、160 ~ 200 °C の温度で硬化させます。熱的に安定していないインク、または含浸樹脂と相溶性のないインクは、プレス中ににじみ、色の変化、剥離が発生し、完成したパネルの印刷品質が許容できないものになります。
- 溶剤系グラビアインキ: 歴史的に、装飾紙グラビア印刷の主流のシステムでは、溶媒ベースのインクが、トルエン、酢酸エチル、または混合溶媒システムをキャリアとして使用します。速乾性、優れた色強度、メラミン含浸との良好な適合性を備えています。 VOC 排出に関する環境および健康に関する規制により、これらのインクを使用する印刷機の溶剤回収および軽減システムへの多額の投資が増加し、設備資本と運用コストが増加しています。
- 水性グラビアインキ: 低 VOC の代替品として採用が増えている水性インク システムでは、有機溶剤に比べて水蒸発の潜熱が高いため、より洗練された乾燥機設計 (通常は赤外線加熱と組み合わせた大容量の空気衝突) が必要になります。インク配合の進歩により、色の輝き、接着力、化粧紙用途での含浸適合性の点で、溶剤インクとの歴史的な性能の差が大幅に縮まりました。
- 耐熱顔料: 装飾紙グラビア印刷用のすべてのインクには、ラミネートプレス温度での熱安定性が証明された顔料を組み込む必要があります。熱劣化を受けやすい有機顔料 (特定の黄色や赤色の顔料を含む) は、ラミネート サイクル全体を通じて色の精度を維持できる、ペリレン レッド、ジオキサジン バイオレット、ニッケル アゾ イエローなどの高性能代替品に置き換える必要があります。
グラビアグラビア印刷機を購入する際に評価すべき主な仕様
装飾紙の製造に適切なグラビア印刷機を選択することは重要な決定であり、通常の装置寿命は 15 ~ 25 年です。次の仕様と評価基準は、調達プロセス中に体系的に評価する必要があります。
- 最大ウェブ幅と印刷幅: 最も幅の広い装飾用紙ロールのフォーマットに基づいて、印刷機が対応する必要がある素材の最大幅を指定し、最大印刷幅を確認します。通常、これはエッジ トリムおよびトンボ領域を考慮して、ウェブ幅より 20 ~ 40 mm 小さくなります。
- 最大生産速度: 主張されている最大速度を批判的に評価します。最大速度は、乾燥システムが特定のインクと素材の組み合わせでその速度で完全なインク硬化を達成できる場合にのみ商業的に役立ちます。最大速度での乾燥性能データを印刷機メーカーにリクエストしてください。
- レジスタ精度仕様: 装飾紙用途の場合、定常状態の運転条件下で ±0.1 mm 以上の見当精度仕様が必要です。メーカーの主張だけに頼るのではなく、独立したテストデータまたは顧客の参照を参照してこの仕様を検証してください。
- シリンダー交換時期: 化粧紙の製造では、パターンの切り替えが頻繁に行われます。シリンダー交換時間 (すべてのシリンダーを取り外して交換し、新しいパターンにセットアップするのに必要な時間) は、生産効率と最小経済的稼働期間に直接影響します。最新のクイックチェンジシリンダーシステムは、30 分以内に 6 色のシリンダーを完全に交換できます。
- 溶媒の回収または軽減システム: 溶剤ベースのインクを使用する場合は、印刷機がインライン溶剤回収 (原料溶剤の消費量と運転コストを削減) または熱酸化剤による軽減 (溶剤蒸気は破壊されますが、燃料消費という運転コストが発生します) 向けに設計されているかどうかを評価してください。軽減システムの容量が、最大生産速度での印刷機の最大溶媒蒸発速度と一致していることを確認します。
- 駆動システムと張力制御アーキテクチャ: 各印刷ユニットには、柔軟性が低く保守が難しい古いラインシャフト ドライブ アーキテクチャではなく、ユニット間の閉ループ張力制御を備えた独立したデジタル サーボ ドライブが搭載されていることを確認します。サーボ駆動のプレスは、迅速な準備、加速および減速時の見当の安定性の向上、および機械的なメンテナンスの簡素化を実現します。
- サプライヤーのサービス能力とスペアパーツの入手可能性: 数百万ドルの資本投資を伴うマシンの場合、メーカーの現地サービス エンジニアの対応範囲、応答時間の約束、およびスペアパーツ倉庫の場所を評価します。機械メーカーの本社から離れた地域にある施設の場合は、重要なスペアパーツ (インプレッション ローラー、ドクター ブレード ホルダー、サーボ ドライブ) が地域の配送センターに保管されているか、それとも税関で長期間の遅延が発生する可能性があるため製造国から出荷する必要があるかを確認してください。
マシンのパフォーマンスと寿命を最大化するためのメンテナンスのベスト プラクティス
厳格な予防保守プログラムの下で稼働する装飾紙グラビア印刷機は、メンテナンスが不十分な名目上優れた印刷機よりも常に優れたパフォーマンスを発揮します。次のメンテナンス規律は、印刷品質とマシンの可用性を維持するために最も重要です。
- ドクターブレードの点検・交換スケジュール: ドクターブレードは、作業が変わるたびに検査し、固定間隔のスケジュールで交換する必要があります。通常、ブレードの材質とシリンダーのクロム硬度に応じて、稼働時間の 4 ~ 8 時間ごとに交換します。ドクターブレードが摩耗したり欠けたりすると、すぐに縞模様、色調の縞模様、またはブレードからのインク漏れとして現れ、交換が遅れるとシリンダーのクロムの摩耗が不釣り合いに加速します。
- 圧搾ローラーの状態監視: 印象ローラーのゴム表面は、光沢、膨潤、または表面の損傷がないか毎週検査する必要があり、四半期ごとのスケジュールでベースライン測定に対してローラーの硬度をテストする必要があります。仕様値からのゴム硬度の偏差がショア A で ±5 を超える場合は、印刷品質に影響が出る前にローラーの再カバーが必要です。
- インクパンと循環システムのクリーニング: インク供給ラインや粘度制御容器での色の汚染や顔料の凝集を防ぐには、パターン変更の合間にインク システムを完全にフラッシングおよびクリーニングすることが不可欠です。次のジョブの印刷機を承認する前に、定義された溶剤フラッシュ量と残留インク汚染の許容基準を備えた文書化されたインク システムのクリーニング プロトコルを確立します。
- 乾燥機のメンテナンス: 熱風衝突乾燥機のノズルと空気分配バッフルは、気流の均一性と乾燥効率を低下させるインクミストの堆積物を除去するために、四半期ごとに清掃する必要があります。赤外線エミッター出力は毎年テストし、劣化したエミッターを交換して、ウェブ幅全体にわたって一貫した乾燥エネルギー密度を維持する必要があります。
- ウェブガイドと張力システムの校正: 張力測定の精度を確保するために、ロードセルとダンサーロールベアリングは半年ごとのスケジュールで校正および保守を行う必要があります。張力制御システムの校正ドリフトは、慢性的なレジストレーションの不安定性の一般的な根本原因であり、トラブルシューティング中にシリンダーまたはインクの問題が原因であると誤って判断されます。
おすすめ商品
世界各地の開発ニーズに応える多彩なモデル。


今すぐメッセージを送ってください!
製品
お問い合わせ
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: 浙江省杭州市臨安区金城街青科村五家頭32号
Copyright © 浙江美格機械有限公司 All rights reserved.
 プライバシー
プライバシー