 英語
英語 中文简体
中文简体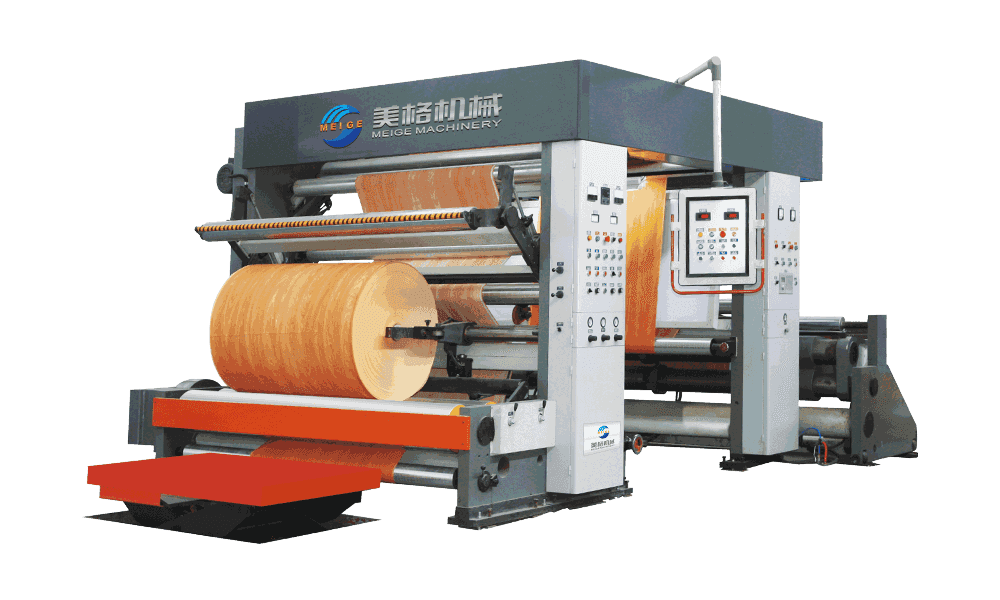

業界の知識
の主要なコンポーネントは何ですか 検査巻取機 ?
アンワインダー:アンワインダーはプロセスの開始点として機能し、原材料が機械に導入されます。これにより、検査と巻き戻しのための材料の継続的かつ制御された供給が保証されます。
アンワインダーは通常、必要に応じて材料を保持したり解放したりするためのシャフト、チャック、空気圧ブレーキなどのコンポーネントで構成されています。
アンワインダーの張力制御システムにより、材料が適切な張力で供給されるようになり、検査および巻き戻しプロセス中にしわが寄ったり、伸びたり、裂けたりすることがなくなります。
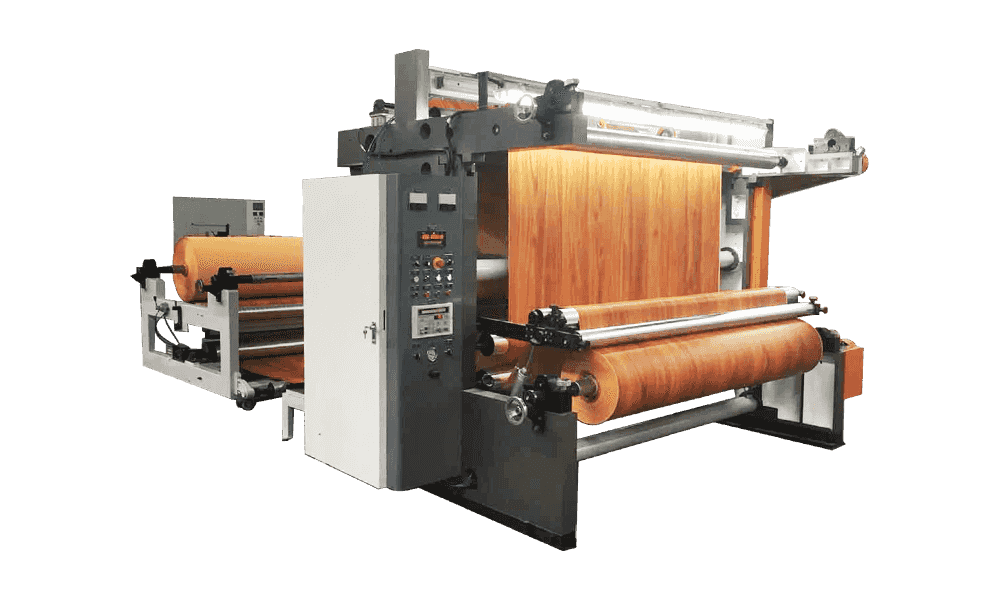
検査ステーション:
検査ステーションでは、材料に欠陥、傷、欠陥がないか徹底的に検査されます。
材料の性質や必要な精度に応じて、目視検査、カメラやセンサーを使用した光学検査、その他の特殊な技術など、さまざまな検査方法が使用されます。
高度な検査システムは材料をリアルタイムで分析し、印刷ミス、色のばらつき、傷、異物などの欠陥を検出します。
検査ステーションには、欠陥の検出と分類のためのソフトウェア アルゴリズムが組み込まれており、事前定義された基準に基づいて自動化された意思決定が可能になります。
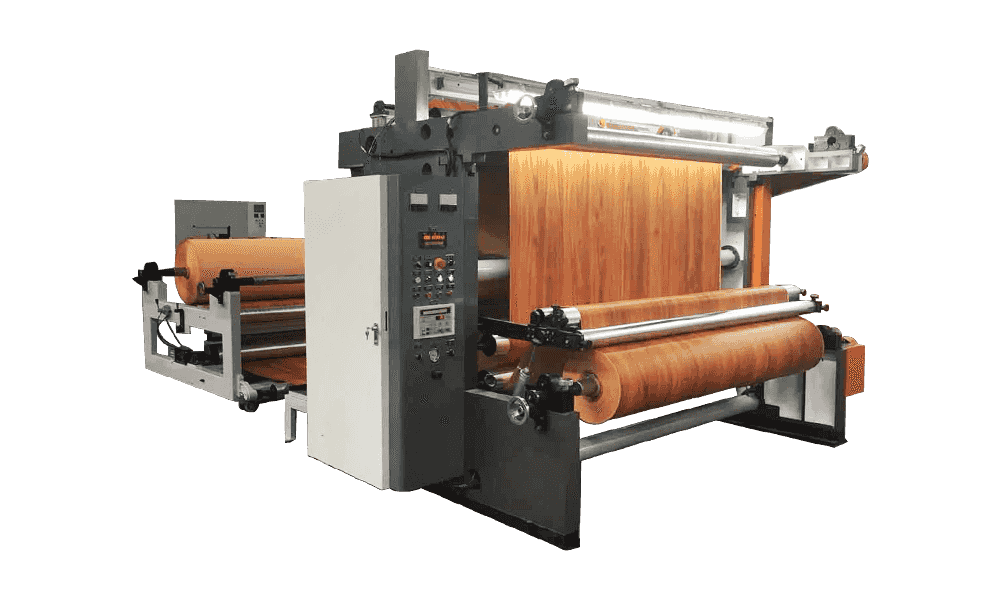
巻き戻しセクション:
検査後、材料は巻き取りセクションに進み、そこで正確かつ制御された方法で新しいコアまたはリールに巻き取られます。
巻き戻しセクションは通常、材料のスムーズで均一な巻き取りを促進するための巻き取りシャフト、ローラー、および駆動機構で構成されます。
巻き取りセクションの張力制御システムにより、材料が所望の張力で巻き取られ、その完全性と外観が維持されます。
巻き戻しセクションには、材料の厚さまたは幅の変動を補償する差動巻き取りなどの機能が含まれており、リール全体にわたって一貫した巻き取り品質が保証されます。
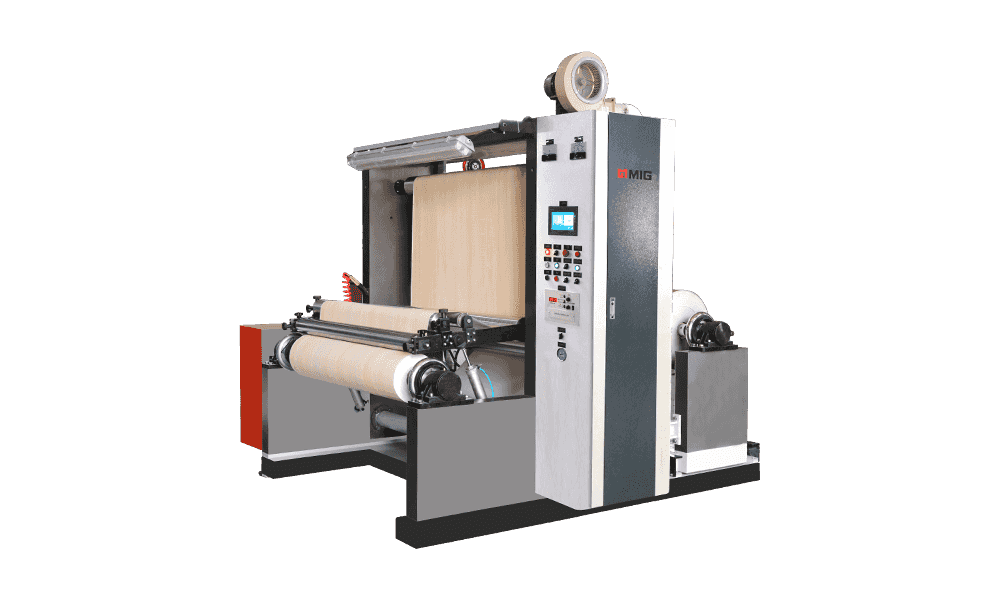
コントロールパネル:
コントロールパネルはオペレーターと機械の間のインターフェースとして機能し、さまざまなパラメータの調整、検査および巻き戻しプロセスの監視を可能にします。
オペレーターは、コントロールパネルから検査基準、巻取張力、速度、切断オプションなどのパラメータを設定できます。
コントロール パネルには、欠陥数、生産速度、機械のステータスなどのリアルタイム データが表示され、オペレーターが情報に基づいた意思決定を行い、機械のパフォーマンスを最適化できるようになります。
運転システム:
駆動システムは、モーター、ギア、ベルト、および巻き戻し、検査、巻き戻しプロセスの駆動を担うその他の機械コンポーネントで構成されます。
駆動システムを正確に制御することで、希望の速度と張力レベルでの機械のスムーズで一貫した動作が保証されます。
高度な駆動システムには、特に高速または高精度の用途において、正確な速度と張力の制御を実現するために、サーボ モーターまたは閉ループ制御アルゴリズムが組み込まれている場合があります。
張力制御システム:
完成品の品質と完全性を確保するには、検査および巻き戻しプロセス全体を通じて適切な張力を維持することが重要です。
張力制御システムは、材料が機械内を移動する際の張力を調整し、巻き出し機と巻き取り機の速度を調整して一定の張力を維持します。
フィードバック センサー、ロード セル、または空気圧レギュレーターを使用して張力を測定および制御し、材料特性や加工条件の変動を補償することができます。
切断機構 (オプション):
いくつかの 検査巻取機 巻き戻し後に材料を特定の長さまたはセクションにトリミングまたは分割するための切断機構が含まれる場合があります。
切断機構には、材料と必要な切断精度に応じて、ブレード、ナイフ、またはレーザー カッターが装備されています。
自動切断システムをコントロール パネルに統合すると、長さ、角度、速度などの切断パラメータを正確に制御できるようになります。
