 英語
英語 中文简体
中文简体検査巻き戻し機の説明: 仕組みと購入時の注意点
検査巻取機の働き
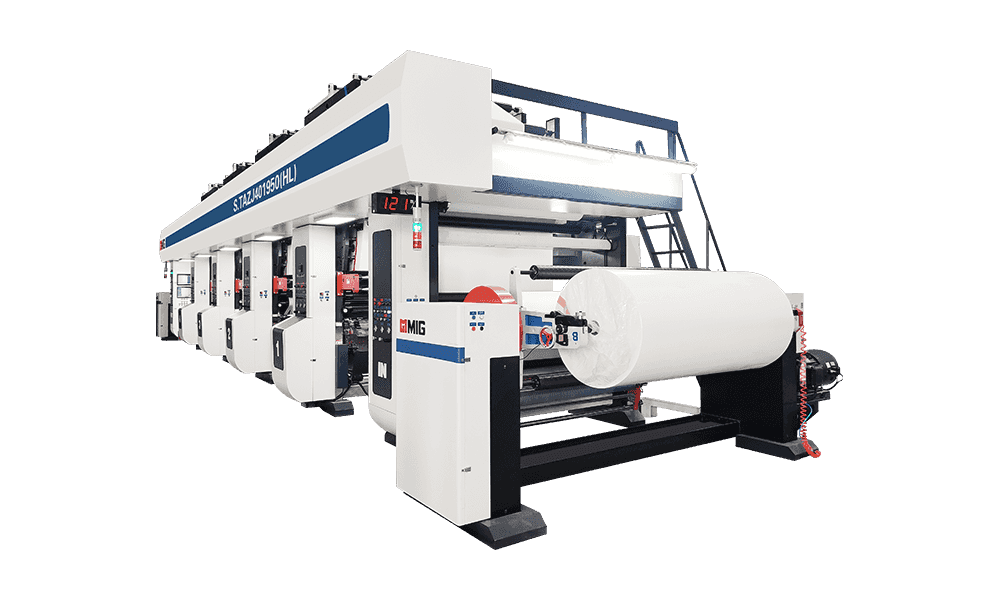
検査巻き取り機 (検査巻き取り機またはロール検査機とも呼ばれます) は、制御された速度で材料のロールを巻き出し、欠陥が特定される検査ゾーンを通過させ、きれいでしっかりと巻かれた完成ロールに巻き戻します。この 2 つの機能は切り離すことができません。巻き戻しだけでは使用可能なロールが生成されますが、巻き戻しなしで検査すると構造化された出力が得られません。これらを 1 つのパスに組み合わせることで、検査リワインダーは、コンバーター、印刷業者、および Web ベースの材料のメーカーが利用できる最も効率的な品質管理ツールの 1 つになります。
検査巻き取り機で処理される材料は、軟包装フィルム (PET、BOPP、PE)、粘着ラベルストック、紙および板紙、不織布、テクニカルテキスタイル、フォイル、エレクトロニクス、医療機器、セキュリティ用途で使用される特殊フィルムなど、多岐にわたります。いずれの場合も、中心的な目的は同じです。検査ステーションから出たロールに、下流の印刷、ラミネート、充填、または最終用途の生産で障害を引き起こす未検出の欠陥が含まれていないことを保証することです。
検査用リワインダーの市場は、パッケージングや印刷における品質基準の厳格化に伴い成長してきました。最新のコンピューター ビジョンを備えた検査リワインダーは、超高速のライン速度でサブミクロンの欠陥を検出できます。 毎分1,000メートル 、高度なモデルでは 99.5% 以上の欠陥検出率を達成しています。医薬品ラベル、医療包装、セキュリティ印刷など、品質を重視するアプリケーションの場合、このレベルの精度は必須ではありません。それは規制および商業上の要件です。
検査巻取機のコアコンポーネント
マシンの主要コンポーネントを理解すると、仕様の評価、モデルの比較、特定のアプリケーションにとって最も重要な機能の特定が容易になります。サイズや価格に関係なく、すべての検査リワインダーは同じ機能アーキテクチャを共有します。
アンワインド ステーション
巻き戻しステーションは親ロール (検査対象の入力ロール) を保持し、制御された速度で材料を機械に供給します。高品質の巻き戻しステーションでは、コアを内側からグリップする空気膨張マンドレルまたはチャックが使用されており、工具を使わずにロールを迅速に切り替えることができます。マンドレルのサイズは、処理されるロールのコアの直径と一致する必要があるため、交換可能なマンドレル スリーブを備えた機械は、複数の種類の製品を実行する操作の柔軟性を高めます。また、巻き戻し中にロールの直径が減少するため、巻き戻しでは一貫したバックテンションを維持する必要があります。直径 600 mm から開始して空のコアまで巻き取るロールでは、巻き出し慣性が大幅に変化し、この段階での張力補正が不十分であると、巻き取り端での巻き取り品質に直接影響します。
テンションコントロールシステム
張力制御は、検査リワインダーの機械的に最も重要な側面です。機械の中を移動する素材は、ウェブの経路全体で一貫した適切な張力を維持する必要があります。きつすぎると繊細なフィルムは伸びたり、歪んだり、破れたりします。緩すぎるとウェブが横方向にふらつき、エッジが損傷し、ロールの巻き付けが不十分になります。最新の検査リワインダーは、実際のウェブ張力をリアルタイムで測定し、補正値を駆動モーターにフィードバックするロードセルを備えた閉ループ張力制御システムを使用しています。サーボ モーター ドライブは、張力に敏感な材料に最適な選択肢であり、幅広い速度範囲にわたって繊細で応答性の高い制御を提供します。プル ローラー (ウェブ パスのマスター駆動ポイントとして機能する駆動ニップ ローラー) は、巻き戻し張力と巻き戻し張力を分離し、2 つのゾーンを独立して制御できるようにします。
検査ゾーン
検査ゾーンは、材料がバックライト付きまたはフロントライト付きの検査テーブル上に平らに広げられ、欠陥が最大限に見えるように照明され、オペレーター、カメラベースのビジョンシステム、またはその両方が連携して検査されるウェブパスのセクションです。逆光は、半透明材料のピンホール、薄点、介在物の検出に効果的です。反射光の構成により、不透明な素材の表面欠陥 (傷、印刷エラー、コーティングの不均一) が明らかになります。検査テーブルの形状 (角度、照明の均一性、観察距離) は、オペレーターやカメラが実際の欠陥と材質の質感の変化をどれだけ簡単に区別できるかに直接影響します。
リワインドステーション
巻き戻しステーションは、検査された材料を、制御された張力と速度で完成したロールに再構築します。巻き取りの品質 (ロールの硬度プロファイル、エッジの位置合わせ、しわ、伸縮、空気の巻き込みの有無) は、検査自体と同じくらい重要です。ロールの巻き取りが不十分だと、たとえ材料に欠陥がなくても、次の加工段階で問題が発生するためです。ロールの直径が大きくなるにつれて巻き取り張力を段階的に下げるテーパー張力制御は、芯から外径まで一貫した硬度のロールを製造するための標準的な技術です。接触巻き(巻き取り中にライダーロールがロール表面との接触を維持する)は、高速でのギャップ巻きの内部応力に耐えられない柔らかい素材や敏感な素材に使用されます。
ウェブガイドシステム
ウェブガイドシステムは、機械全体で材料を正しい横方向位置に沿って一貫して追跡します。超音波エッジセンサーまたはラインセンサーはウェブの位置をリアルタイムで検出し、ガイドローラーまたはステアリングフレームを作動させて、ウェブが検査ゾーンまたは巻き取りコアに到達する前にドリフトを修正します。効果的なウェブガイドがなければ、十分に張力がかかっているウェブであっても横方向にふらつき、端の位置がずれたロール (伸縮) が発生し、検査システムに一貫性のない材料の表示が提供されます。最新の検査リワインダーのほとんどには、巻き戻し端と巻き戻し端の両方にウェブ ガイドが含まれており、ガイド信号は材料の種類に応じてエッジ センサーまたはセンターライン センサーから得られます。
欠陥マーキングとフラグ検出
手動または自動の検査システムが欠陥を特定した場合、巻き戻し完了後に欠陥を見つけて対処できるように、機械にはその位置をマークする方法が必要です。欠陥マーキング システムは、小さな接着タブ、インク マーク、または折り目をウェブの端の欠陥位置に適用します。このマークをフラグと呼びます。巻き戻し後、オペレーターは各フラグを見つけて、欠陥のあるセクションを切り取るか、生産ストリームからロールを削除します。より高度なシステムでは、各欠陥の位置がロールのメーターカウンターに関連付けられたデータレコードとして記録され、欠陥マップを印刷したり、トレーサビリティ文書用にエクスポートしたりすることができます。
検査テクノロジー: 手動、カメラ、あI 搭載システム
巻取機の検査能力は、巻取機に組み込まれている検査システムによって決まります。機械は、単純なオペレータ検査テーブルから完全に自動化された あI 駆動のビジョン プラットフォームまで多岐にわたり、適切なレベルは材料、重要な欠陥の種類、必要なスループット速度、規制環境によって異なります。
オペレーターによる手動検査
最も基本的な構成では、ウェブを明るい検査テーブルに渡し、オペレーターが視覚的に欠陥を特定し、フラグを適用します。手動検査は、低速 (通常は毎分 30 ~ 60 メートル) で、訓練を受けた人間の目に見える欠陥 (穴、大きな印刷エラー、明らかなコーティングの欠陥) に対して効果的です。その制限は重大です。人間の検査員は目が疲れたり、高速で欠陥を見落としたり、不合格として分類される内容にオペレータごとのばらつきが生じたりします。自動繊維検査に関する研究では、良好な条件下であっても、手動検査では存在する欠陥の 60 ~ 70% しか検出できないことが判明しました。高価値のアプリケーションや安全性が重要なアプリケーションの場合、この検出率は商業的に受け入れられません。
カメラベースの画像検査システム
カメラベースの検査システムは、検査ゾーン内のウェブの上および/または下に 1 台以上のラインスキャンまたはエリアスキャン カメラを取り付け、トレーニングされた参照画像に対してリアルタイムで画像データを処理します。ラインスキャン カメラは、エリアスキャン カメラがキャプチャできる速度をはるかに超える速度で、通過するウェブの完全な画像を 1 行ずつ構築するため、連続ウェブ マテリアルの標準です。システムは、設定されたしきい値を超えて予期されたパターンから逸脱するピクセル領域を検出すると、その位置にフラグを立て、欠陥の種類と位置を記録し、オペレーターが欠陥セクションをマークまたは削除できるように機械を停止させることができます。ビジョン システムは、AVT、BST、Nikka、Nyquist Systems などの専門の検査カメラ ベンダーによって供給され、機械メーカーによって、またはアフターマーケットのアップグレードとしてリワインダー プラットフォームに統合されます。医薬品の包装ラインなど、ラベル用の製薬グレードの検査リワインダーのほとんどでは、コンプライアンスやスペアパーツの一貫性を理由に、顧客が希望するカメラのサプライヤーを指定できます。
AI を活用した欠陥検出
最新世代の検査リワインダー ビジョン システムは、欠陥画像の大規模ライブラリでトレーニングされた深層学習アルゴリズムを使用して、ルールベースのビジョン システムでは達成できない精度で欠陥を認識および分類します。深層学習モデルは、実際の欠陥と自然な材質の質感の変化を区別することを学習します。これは、高い誤検知率と不必要な機械停止を引き起こす、従来のしきい値ベースのシステムの永続的な問題です。 AI を活用したシステムは、より多くの材料を処理するにつれて分類精度を継続的に向上させ、複数の欠陥カテゴリを同時に処理できます。 IoT 対応の検査リワインダーは、複数の機械や施設にわたる欠陥データを集約するクラウドベースの分析プラットフォームに接続し、生産エンジニアが個別のロール記録ではなくパターン データから系統的な欠陥の原因 (特定のコーティング ダイ、繰り返し発生するプレスの問題) を特定できるようにします。
| 検査の種類 | 標準速度 | 検出率 | 最適な用途 |
|---|---|---|---|
| 手動オペレーター | 最大60m/分 | 60~70% | 少量、基本的な QC、初心者レベルの業務 |
| カメラビジョンシステム | 最大600m/分 | 95~99% | ラベル、フィルム、包装 — 規制産業 |
| AI を活用したビジョン | 1,000m/分 | 99.5% | 製薬、セキュリティ印刷、高速フィルム変換 |
検査リワインダーが使用される産業と材料
検査巻取機 業界に応じて生産チェーンのさまざまな時点で発生しますが、材料が次のよりコストのかかる加工段階に移る前に欠陥を検出するという一貫した役割を共有しています。
ラベルの印刷と変換
ラベル検査リワインダーは、市場で最も特殊な構成の 1 つです。印刷後、ラベルは巻き戻され、印刷位置合わせエラー、色のずれ、テキストの欠落、ワニスの欠陥、ダイカットの位置合わせが検査されます。医薬品ラベルの検査は、シリアルコード、有効期限、投与量情報が 100% 読みやすく正確でなければならないため、特に要求が厳しくなります。双方向検査リワインダー (両方向に巻き戻すことができる機械) を使用すると、オペレーターはウェブをバックアップし、フラグの付いたラベルを再検査して欠陥を確認し、再スタートする前に修理テーブルに正確に配置することができます。巻き戻し方向 (ラベルインまたはラベルアウト) を設定する機能は、完成したロールが下流のラベル貼付機にどのように供給されるかを決定する実用的な機能です。
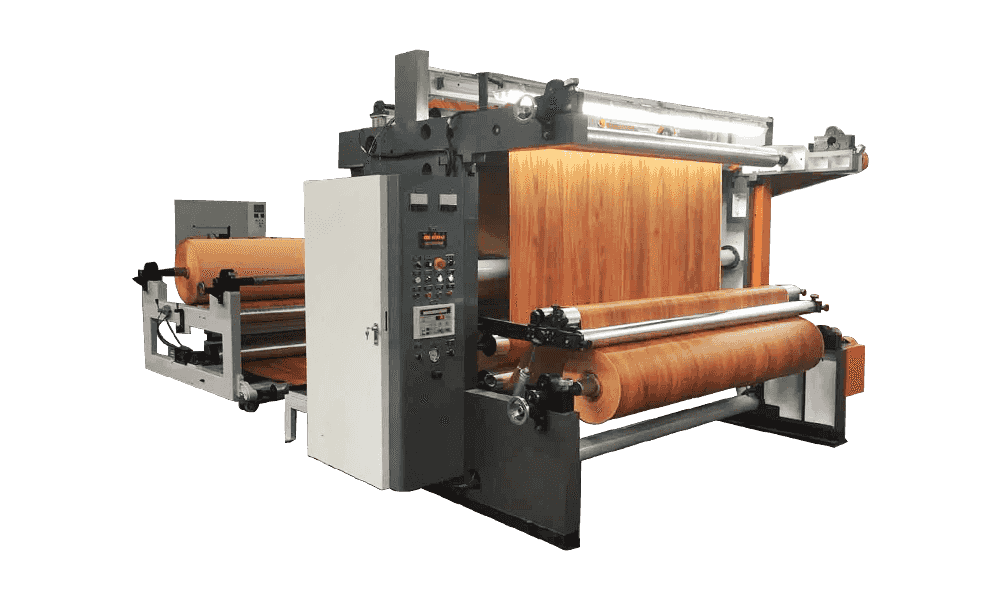
軟包装フィルム
軟包装に使用される PET、BOPP、PE フィルムは、ジャンボ ロールから仕上がり幅のカスタマー ロールにスリットされた後に検査されます。この段階の検査リワインダーは、ピンホール、ゲル、フィッシュアイ、コーティングの縞、ラミネートの欠陥を検査します。フィルム検査リワインダーは通常、毎分 200 ~ 600 メートルの高速で動作し、高精度の張力制御を必要とします。これは、フィルム素材が張力の変動に敏感で、完成したロールに残るシワや伸びが容易に発生する可能性があるためです。 INSPECT-V および同様のスリット後ロール検査リワインダーは、ロールの製造品質と、さまざまな幅と直径にわたる完成ロールの処理能力に特に注意を払って、この用途専用に構築されています。
繊維・不織布
生地検査巻き戻し機は繊維工場の標準装備です。織り、編み、染色、または仕上げの後、生地のロールは検査巻き取り機を通過し、そこで生地が広い検査テーブル (通常、織物の場合は幅 1.8 ~ 3.2 メートル) 上に平らに広げられ、織りの欠陥、穴、縫い目の落ち、汚れ、色合いのばらつきが検査されます。この機械は生地を計測し、欠陥位置レポートを印刷し、ロールと一緒に下流の裁断と衣類の製造に送られます。エントリーレベルの生地検査巻き戻し機(基本モデルは約 600 ドルから 900 ドルで入手可能)は、小規模な繊維作業に使用されます。自動ビジョンシステムを備えたハイエンド機械は、手動検査が生産速度に追いつかない大規模な工場操業に役立ちます。
紙と板紙
紙の加工作業では、コーティング、印刷、またはラミネート加工後に検査用リワインダーを使用して、ロールが包装コンバーターまたはエンドユーザーに発送される前に、コーティングの欠陥、カレンダー加工の跡、表面の汚れ、湿気によるシワがないかチェックします。 POS アプリケーション用の感熱紙ロールには、欠陥のない巻き取りが必要です。これは、感熱コーティングのボイドにより、印刷されたレシートに空白が生じるためです。これは目に見えて商業的に許容できない欠陥です。紙や板紙用のジャンボロール検査巻取り機は重いロールを扱うため、多くの場合、大きなロール紙の重量を安全に管理するために堅牢なフレーム構造と大容量のコアハンドリングシステムが必要です。
医薬品および医療用包装
製薬および医療機器の分野では、一次または二次包装の一部を形成するあらゆる材料に対して最も厳しい品質要件が課されます。このセグメントの検査リワインダーは、GMP (Good Manufacturing Practice) 基準に準拠し、処理される各ロールの完全なトレーサビリティ記録を維持し、シリアル化および追跡システムと統合する必要があります。医薬品リワインダーの画像検査システムは、印刷の判読性、バリアコーティングの完全性、微粒子汚染の有無など、患者の安全にとって重要な特定の欠陥タイプについて検証されており、検証文書は施設の品質管理記録の一部として維持されます。
リワインダーとスリッター リワインダー: 適切なマシン タイプの選択
ウェブ変換装置市場に初めて参入する購入者は、検査リワインダーとスリッターリワインダーを混同することがありますが、2 つの機械は主な機能が異なるため、間違ったタイプを選択すると、下流で重大な問題が発生します。
A 巻き戻し機 (または検査巻き取り機) 材料のロールを仕上がり幅で取り出し、検査の有無にかかわらず、ウェブ幅を変更せずに巻き戻します。これは、材料がすでに仕上がり幅にスリットされており、品質チェック、指定された直径または長さへのロール構築、または異なるコア サイズに合わせた再フォーマットがタスクである場合に、これは正しい選択です。
A スリッターリワインダー 幅の広い親ロールを取り、円形またはかみそりの刃を使用して同時に複数の狭いロールに縦方向に切断し、次にスリットレーンを個々の完成したロールに巻き戻します。スリッター リワインダーは、ラベル、フィルム、箔の加工作業における中核となる加工機であり、多くのモデルにインライン検査機能が組み込まれています。ただし、スリッターリワインダーの検査機能は、通常、専用の検査リワインダーよりも能力が劣ります。これは、機械がスリッティングの精度、複数のレーンの張力管理、および複数の巻き取りシャフトにわたるロールの製造品質を同時に最適化するためです。
仕上がり幅での 100% の厳密な欠陥検出が必要な用途 (医薬品ラベル、セキュリティ フィルム、医療用包装など) の場合、スリッター リワインダー自体にカメラが付いている場合でも、スリッター後の専用検査リワインダーが正しい構成です。スリット後の検査巻き取り機は、スリット処理量に最適化されるのではなく、検査に最適化された条件下で、最終的な幅と直径で顧客に提供される正確な完成ロールを検査します。
購入前に評価すべき主な仕様
検査巻き戻し機は、1,000 ドル未満の手動生地検査テーブルから 70,000 ドルの高速ビジョンを備えたフィルム巻き戻し機まで多岐にわたります。価格帯は、エンジニアリングの品質、能力、各機械が確実に処理できる材料の真の違いを反映しています。モデルを評価する前に次の仕様を検討することで、アプリケーションが必要とすることを実際に実行できるマシンが候補リストに含まれることが保証されます。
- 最大ウェブ幅: 機械は、製品範囲の中で最も幅の広いロールに対応する必要があります。ウェブ幅のアップグレードには通常、新しいマシン フレームが必要となるため、現在処理している最大幅と今後 3 ~ 5 年以内に処理できる最大幅を指定します。
- 最大ロール直径とロール重量: 巻き出しステーションと巻き取りステーションには、定格最大ロール直径と重量制限があります。重量制限を超えると、マンドレルベアリングの故障やフレーム応力の問題が発生します。予想される最も重いロールに対して両方の仕様を確認してください。
- 動作速度範囲: 機械は、材料を効果的に検査し、正しく巻き戻すことができる速度に達する必要があります。手動検査の場合、これは通常 30 ~ 60 m/分です。カメラベースのシステムの場合は、ビジョン システムのカメラ解像度と画像処理速度がライン速度と一致していることを確認してください。定格 300 m/分のカメラ システムでは、500 m/分では微細な欠陥を確実に検出できません。
- コア径の互換性: 機械のマンドレルが標準コア直径と一致していることを確認します (1 インチ、3 インチ、6 インチが一般的ですが、特殊製品では標準以外のコアが使用されることがよくあります)。交換可能なマンドレル スリーブまたはエア シャフト設計を備えた機械は、追加の工具なしで複数のコア サイズに対応します。
- 張力制御範囲と精度: 繊細なフィルム (薄い PET、金属化フォイル、伸縮性 PE) の場合、機械がたるみなく確実に動作できる最小張力を指定します。厚手の生地やボードの場合は、最大張力容量を確認してください。サーボモータードライブとロードセルフィードバックを備えた機械は、張力に敏感な材料には正しい選択です。
- ビジョンシステムの互換性とサプライヤー: カメラベースの検査が必要な場合は、ビジョン システムが機械メーカー独自のものであるか、独立した専門サプライヤーからのものであるかを確認してください。独立したサプライヤー (AVT、BST、Nikka など) により、サービス、アップグレード、コンプライアンス文書の柔軟性が向上します。また、検査システムが規制環境 (GMP、ISO など) に対して検証または認証可能であるかどうかも確認してください。
- 双方向巻き戻し: ラベル検査や、欠陥位置の特定と修復がワークフローの一部であるアプリケーションでは、双方向巻き戻し (ウェブを両方向に実行できる機能) が実用的な要件となり、オペレーターがロールを物理的に手動で反転することなく、フラグが立てられた欠陥までバックアップできるようになります。
- 安全規格と認証: 欧州市場に供給される機械は CE 認定を取得する必要があります。米国の購入者は、電気システムの UL または NFPA 79 準拠を確認する必要があります。製薬用途向けの GMP 準拠の機械には、すべての製品接触面の材料仕様の文書化と、IQ/OQ/PQ (設置、動作、性能認定) 検証プロトコルをサポートする機能が必要です。
長期的なパフォーマンスに影響を与えるメンテナンス要素
検査巻取機は精密機械です。長年の生産にわたって一貫した欠陥のないロールを生産できるかどうかは、初期の製造品質と同じくらいメンテナンス規律に大きく依存します。以下は、購入前にサプライヤーに相談する必要があるメンテナンスが重要な領域です。
ローラーの状態と清掃
ウェブ経路内のすべてのローラー (アイドラー ローラー、プル ローラー、ニップ ローラー、検査テーブル ローラー) は、清潔で丸く、表面に損傷がない状態に保つ必要があります。プルローラー上の傷や平らな部分は、回転するたびに材料をエンボス加工し、繰り返しの欠陥パターンを生み出し、原因が特定される前に生産工程全体を汚染する可能性があります。接着剤(ラベルストック、接着フィルム)と接触するローラー表面は、ローラーの直径を変えたり張力の一貫性を損なう接着剤の蓄積を防ぐために定期的に溶剤で洗浄する必要があります。ローラーの振れ(偏心)をダイヤルゲージで定期的にチェックしてください。過度の振れは張力脈動を引き起こし、周期的な巻線品質の変動を引き起こします。
張力制御の校正
ロードセルと張力センサーは時間の経過とともにドリフトするため、精度を維持するには既知の基準重量に対する定期的な校正が必要です。張力制御システムが校正状態から 5% でもドリフトしていると、ドリフトに気づく前に敏感な素材の巻き取り品質に重大な問題を引き起こす可能性があります。サーボドライブでは、ソフトウェアの更新またはドライブの交換後にファームウェアとパラメータの検証が必要です。また、機械を生産に戻す前に、既知の材料でのテスト実行により閉ループ張力応答を検証する必要があります。
視覚システムのメンテナンス
カメラのレンズ、照明バー、センサーの窓には塵や物質の粒子が蓄積し、画質を低下させ、欠陥検出の誤検知率を高めます。ビジョンシステムの光学系の清掃スケジュールは、毎日またはシフト切り替えルーチンの一部として組み込む必要があります。ライトバーの輝度は稼働時間とともに低下します。ほとんどのメーカーは、照明チェックの間隔とランプの交換スケジュールを指定しています。 AI を活用したシステムでは、既知の欠陥サンプルに対してモデルのパフォーマンスを定期的に検証し、生産条件の変化に応じて分類精度が低下していないことを確認する必要があります。

おすすめ商品
世界各地の開発ニーズに応える多彩なモデル。


今すぐメッセージを送ってください!
製品
お問い合わせ
- Phone: +86-13757197838 (Manager Chen)
- Tel: +86-0571-61071715
- Fax: +86-0571-61071706
- Mail: [email protected]
- Add: 浙江省杭州市臨安区金城街青科村五家頭32号
Copyright © 浙江美格機械有限公司 All rights reserved.
 プライバシー
プライバシー